Layer-Free™ technology, developed by Polymaker was first introduced on their breakthrough PolySmooth™ 3D printing filament which offered users the chance to remove all layer lines from their 3D printed parts via an easy post process. This development allowed PolySmooth™ parts to achieve a finish that is usually void from 3D printed parts and is something that is more commonly seen from traditional injection molding processes. The technology was later used to create an award-winning material which has revolutionized the investment casting industry.
Plastic parts have been around a long time before 3D printing technology was developed and the surface finish has largely been the same, smooth, glossy surfaces that were soft to touch and appealing to the eye. Plastic parts were made this way to aid the manufacturing process, as smooth parts would eject from injection molds much easier as the surface friction is minimized between the plastic part and the steel mold. This enabled a faster production of plastic parts with higher repeatability, and so it became the normalized process for injection molding and standardized surface finish for all plastic parts. This, in turn, shaped the public perspective of what they know as a plastic part, an object that is inherently smooth and glossy object as this was the standard finish for almost all of the plastic parts they have ever encountered.

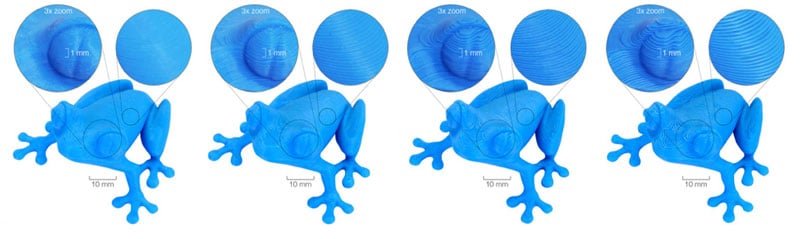
The introduction of 3D printing changed the way in which plastic parts could be manufactured allowing plastic parts with new geometries that could not be achieved by injection molding. The process of printing vs injection molding is also widely different in the process. 3D printing split computer-aided designs into individual layers and printed each layer on a 2D plane which together formed a 3D object. This naturally changed the surface finish of plastic parts as many layers fused together created a horizontal texture which was not as smooth as the steel injection molds that had been used previously. The surface finish of a 3D printed part greatly depends on the layer height in which it was printed. Smaller layer heights create more detail as more 2D layers can be squeezed into a smaller space and larger layers iron out details as less texture can be dedicated to the shape. With a small enough layer height, a 3D printed part could be printed in a way that made it feel smooth to touch, however, the layer lines are hard to hide from the human eye as the light would reflect differently from the high and low points of the layers obviously setting apart a 3D printed object from an injection molded object. Printing at very small layer heights can create a smoother finish but it also drastically increases the print time as every layer added further increases the path that the extruder must follow. This means to achieve the same feeling as an injection molded part a 3D part would take a very long time to manufacture which is naturally inefficient to production.
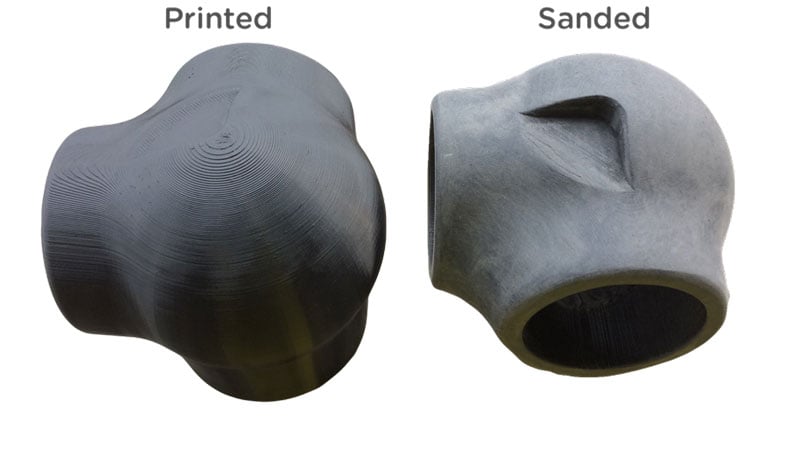
3D prints can also be post-processed by sanding the layers until the high points of the layers match the low point and a smooth plastic is revealed underneath. This could then, in turn, be painted or lacquered to achieve a glossy finish achieving the aesthetic look of an injection molded part. This would recreate the image of plastic parts as consumers knew them, but the problems faced are that is it unfeasible to manufacture with such an intense workload in the post-processing of plastic parts.
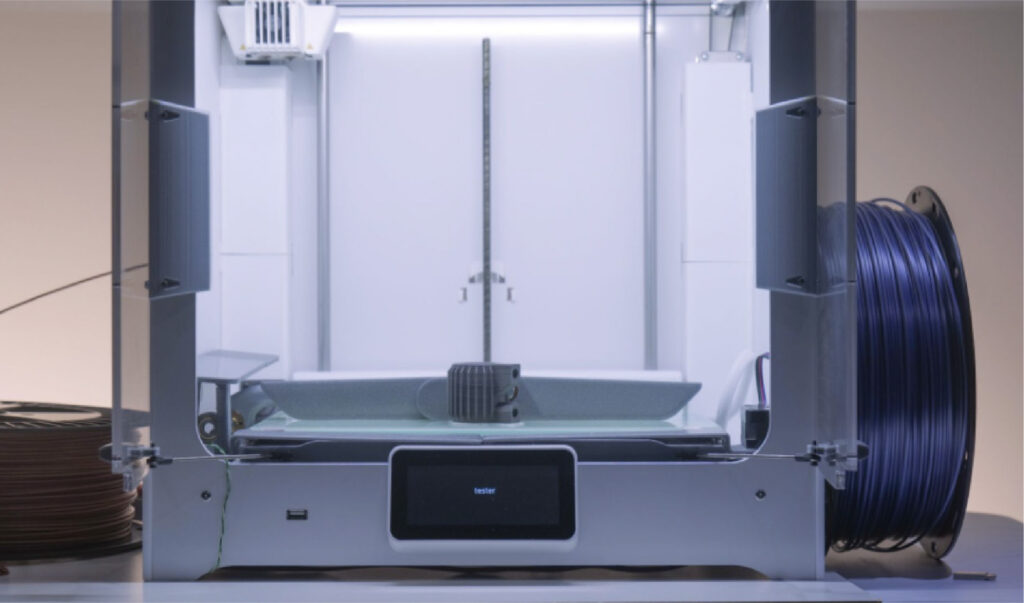
Polymaker set out to create a technology which could eliminate all layer lines from a 3D printed object while also being a hands-free process requiring no extra work or man hours. The process developed was named Layer-Free™ technology and was applied to their PolySmooth™ 3D printing filament. PolySmooth™ is a polyvinyl butyral (PVB) based material which displays excellent solubility in isopropyl alcohol (IPA), this meant that when a 3D printed part is exposed to IPA, the layers could be quickly melted and fused together. The result is a smooth glossy object that looks like an injection molded part. The Polysher™ was created as a desktop device that could deliver IPA to 3D printed parts in a very controlled manner. The Polysher™ uses an ultrasonic nebulizer to create a cold mist of liquid IPA which is contained within a chamber. 3D printed parts made from PolySmooth™ could be lowered into the chamber and exposed to the fog of IPA which would gently melt the surface layers together. Polymaker found that this process was the best way of applying IPA to PolySmooth™ parts as it polished objects quickly but wasn’t too aggressive allowing details on printed object to remain after polishing.

The Polysher™ also allowed for recycling of IPA as all of the mist is contained inside the chamber, this allows it to re-condense and flow back into the reservoir situated at the bottom of the machine. The Polysher™ also has several safety features that allow it to work alongside your printer as a desktop machine. Firstly, the Polysher™ has a raising platform which elevates the polished object out of the IPA fog allowing users the chance to replace the platform and continue polishing. As the IPA fog is heavier than air, all IPA mist sinks to the bottom of the chamber where is can condense into a liquid and return back to the reservoir. This reduces the chance of any IPA mist escaping from the chamber and into your workplace. The Polysher™ also features two warning lights which monitor the seal of the chamber as well as monitoring the nebulizer. These warning lights cease all polishing processes until the issues have been addressed and a new polishing cycle can be started. The chamber seal light monitors the z-axis position of the platform while checking to see if the chamber casing is properly seated ensuring an airtight seal within the chamber. The nebulizer warning light monitors the frequency of oscillations from the nebulizer membrane. From this data, the Polysher™ can determine if there is an issue with the nebulizer such as, no IPA in the reservoir, the nebulizer becoming unseated or an over-heating problem, all of which will cause the nebulizer warning light and cease the polishing cycle.

The Polysher™ features two different lighting applications, one is the main chamber light which can be dimmed or turned off, the other is a nebulizer light which can cycle through 15 different colours to illuminate the IPA mist!
PolySmooth™ can be used in many different applications ranging from prototyping to production ready parts. Thanks to the unique surface that can be achieved once PolySmooth™ prints have been polished it allows designers to give the finishing touch to their prototypes producing a realistic finish that was unachievable before Layer-Free™ technology. Due to the excellent solubility of PolySmooth™ in IPA, it also allows for large parts to be chemically welded together as the IPA can be used as a solvent glue. Painting just three layers of IPA on the surface of PolySmooth™ will allow individual parts to be joined together allowing for colour combinations with hard edges without introducing any foreign bonding materials. Furthermore, the surfaces can then be polished together to create a smooth surface across join lines, this technique leaves a homogenous surface.

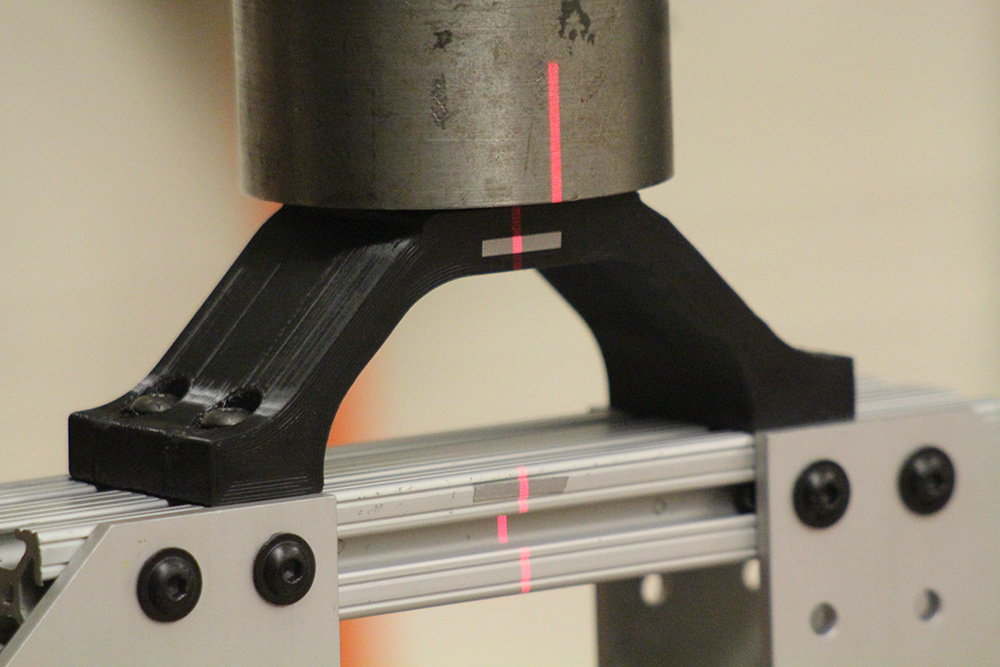
The toughness of PolySmooth™ 3D printed parts also increases after the polishing process, as all the exterior layers are bonded together. This fusing of the layers helps 3D printed parts take an impact and also improves their tensile strength. The Z-axis strength is also greatly increased as fractures along the layers are most common in 3D printed parts. Polished parts also are completely watertight which makes PolySmooth™ a great material for any part that will come in contact with water. This can range from useable vases to kitchenware, to medical applications, the smooth surface is also very easy to clean. The many layers in unpolished 3D prints provide lots of surfaces for dirt to get caught and for microbes and bacteria to grow, eliminating the layers greatly reduces the chance of a part becoming moldy when in contact with skin and water.

PolySmooth™ also allows for easy support removal and clean up, the majority of 3D printers currently on the market are single extrusion machines, as a consequence, complex geometries that require support must use the same support material as the build material. In some cases, this can cause issues as the support can leave scarring on the interface surface where the support meets the model. PolySmooth™ can be cleaned away very easily and any scarring that is caused by the support material can be completely removed once the part has been polished.
Laura Jonas is a Czech company creating unique fashion items using PolySmooth™ and the Polysher™ to achieve a finish that is aesthetically pleasing for their jewelry range. Combining glossy plastic parts with materials more traditionally found in jewelry making, Laura Jonas has managed to create a look that is unique and beautiful.
Martin Jonas – Head Designer says “I love working with Polysmooth and the Polysher, I used to spend a lot of time sanding and buffing my 3D prints to get them to the industry standard surface finish. Polysmooth has completely removed this process, now I can print our accessories and get repeatable results in the polysher with no extra effort.”

PolySmooth™ has added a new dimension to the Laura Jonas fashion accessories and is a good example of using 3D printing to create final products.

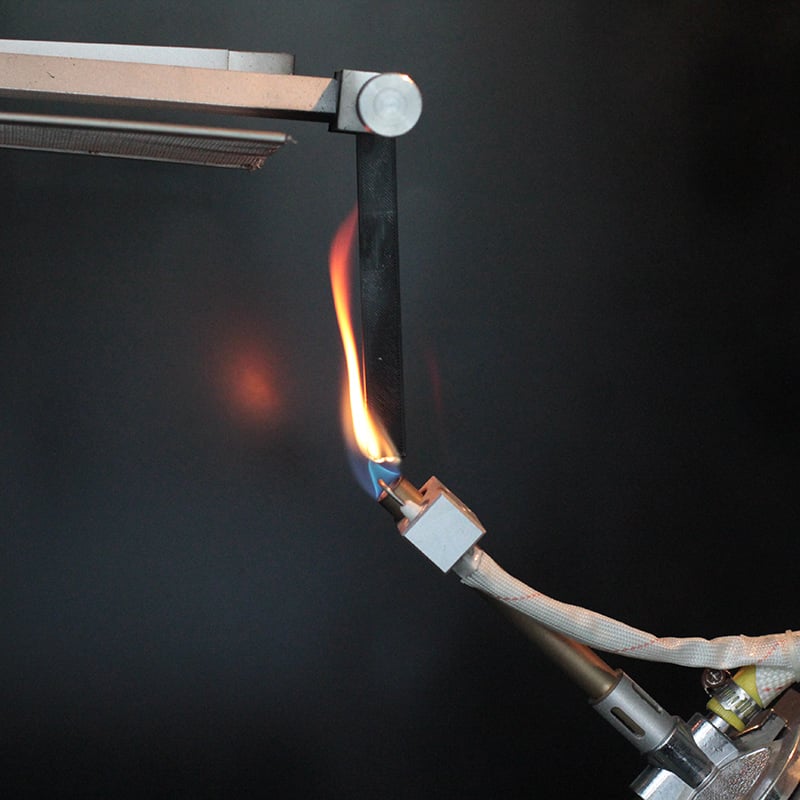
Polymaker has developed a second material which employs Layer-Free™ technology, this material is a specialized casting material that can replace wax patterns used in the investment casting process. The use of Layer-Free™ technology is combined with Polymaker’s Ash-Free™ technology to create a 3D printing filament that both molds very well and burns away very cleanly. The material is called PolyCast™ and has been engineered directly for the metal casting industry. The process of making metal parts from wax patterns is well established and PolyCast™ fits into the process very nicely without disrupting traditional processes. Instead of injection molding wax patterns which are then used to create a ceramic mold, users can 3D print PolyCast™ patterns replacing the wax while also eliminating any need for tooling or injection molding. Tooling is often the limiting factor when bringing new products to market as it is time-consuming and costly. PolyCast™ allows for faster iteration of design and is not constrained by volume numbers or large minimum order quantities. This major advantage of time and money has seen widespread adoption of PolyCast™ by foundries worldwide, without deviating from their well-established process, they can test new geometries and streamline production by adopting additive manufacturing and PolyCast™.
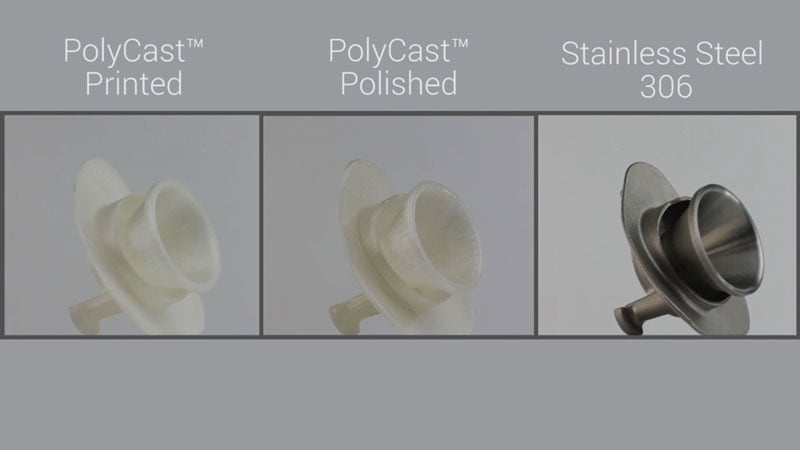
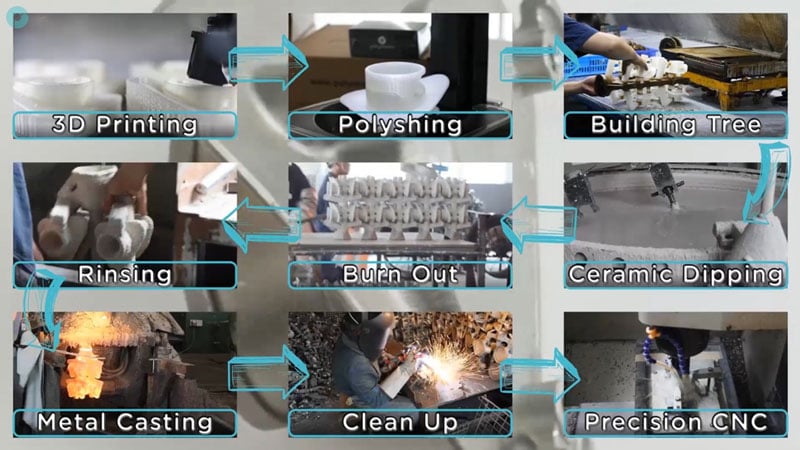
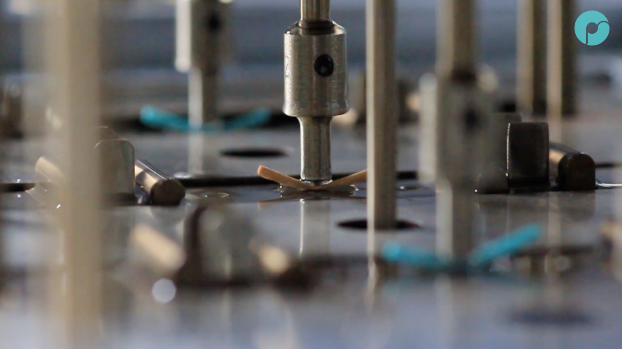
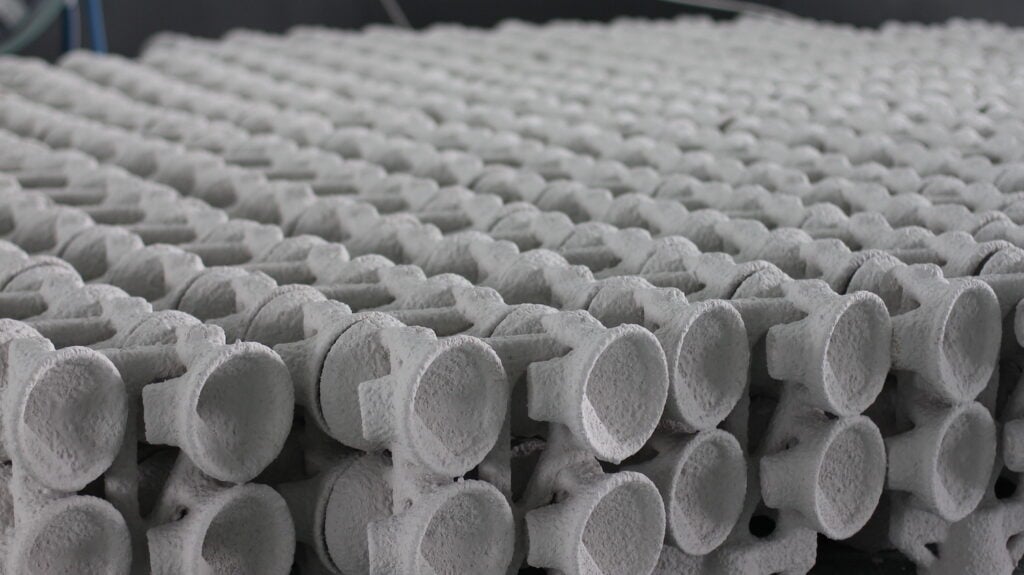
As previously mentioned PolyCast™ also has Layer-Free™ technology allowing the 3D printed parts to be polished to a smooth glossy surface, this greatly helps the molding process as bubbles can get trapped in between the layers causing defects in the mold which transfer to the metal parts. A typical investment casting process will go as follows. CAD designs are 3D printed using PolyCast™ and then polished inside the Polysher™, they are then attached to a wax tree which can hold multiple parts and consists of sprues and risers which help guide the flow of molten metal. The tree is then dipped in a ceramic slurry which coats all the surfaces of the tree and 3D printed parts. This is then showered with a silica particle which adds thickness and strength to the mold. This process is then repeated until a ceramic shell is built up around the 3D printed parts that is thick enough to withstand the molten metal. The ceramic shell is then fired in a kiln at temperatures of 1200°C, this cures the ceramic to create a very hard and heat resistant shell. It is during this process that the 3D printed patterns are burnt out of the ceramic shells. Ash-Free™ technology typically leaves and an ash residue of 0.003% by weight after burn out. This means that the 3D printed part has been completely vaporized by the high temperatures in the kiln producing a very clean casting surface on the inside of the ceramic mold. The molds are then used to pour molten metal into which solidifies in the pattern of the 3D printed parts. The metal tree is then broken free from the brittle ceramic shell and the individual parts are cut away from the tree which can be recycled. Parts are generally post-processed by a CNC milling machine to achieve the desired tolerances for precise machinery. In some cases, metal parts can be easily cleaned up by hand and are production ready without the need of CNC milling. Having a mold that is completely free of ash is essential to the final quality of the metal part and is the key technology that is employed on PolyCast™, Layer-Free™ technology ensures a bubble-free interface layer on ceramic molds and also sealing all surfaces on the 3D printed part which reduces time in the final post-processing of metal parts.
Layer-Free™ technology has given 3D printed parts that finishing touch taking them into the league of traditionally manufactured plastic objects. With all the other benefits of 3D printing, the ability to create a smooth, glossy surface that's watertight and easy to clean is a major breakthrough for 3D printed parts and they serve as a daily aid to our modern lives. By unlocking new geometrical shapes, Layer-Free™ technology has helped open new doors for investment casing allowing shorter lead times and more customization of metal parts. This, in turn, will benefit many other industries and have a truly global impact as we create ever more efficient machines.














































Please fill in the form below or if you have other questions are not included in the form, please contact us through [email protected]. We will get back to you soon.
Please fill in the form below or if you have other questions are not included in the form, please contact us through [email protected]. We will get back to you soon.