Laboratory Technologies Inc. (LTI) is a leading manufacturer of laboratory radiation instruments. It has been a supplier of laboratory radiation instruments since 1983, both in the U.S. and overseas. LTI caters to a smaller, specialized market comprised mainly of nuclear labs all over the globe.

Metal Machining Had A High Cost and its Design was Restricted
LTI’s leading products include the Genesys 1000 series Gamma counters, Genesys Gamma 1 Single Well Gamma Counters, and Wiper Wipe Test Counters. The design of these products was limited by the machining process needed to make them. The original design was manufactured out of cold-rolled steel (CRS) in a single piece. The detector tower was a piece of steel pipe with a plate welded on one end. The plate was then ground down to make a closed pipe with a hole drilled into it. The other end was then threaded to allow a spacer to be screwed internally. Due to not being a simple structure, these two parts were especially expensive to make due to the machining involved.
3D Printing Allowed Smooth Product Development
LTI decided to find a suitable solution that could replace this costly process by using 3D printing in-house. After a few comparisons and trials, LTI purchased a Raise3D Pro2 Plus large-format 3D printer. LTI could experiment with a wide range of thermoplastics and brands thanks to the Pro2 Plus' high-temperature heating capacity. After some experimentation, LTI decided Polymaker polycarbonate (PC) was the right 3D printing material, also known as a filament, for manufacturing.
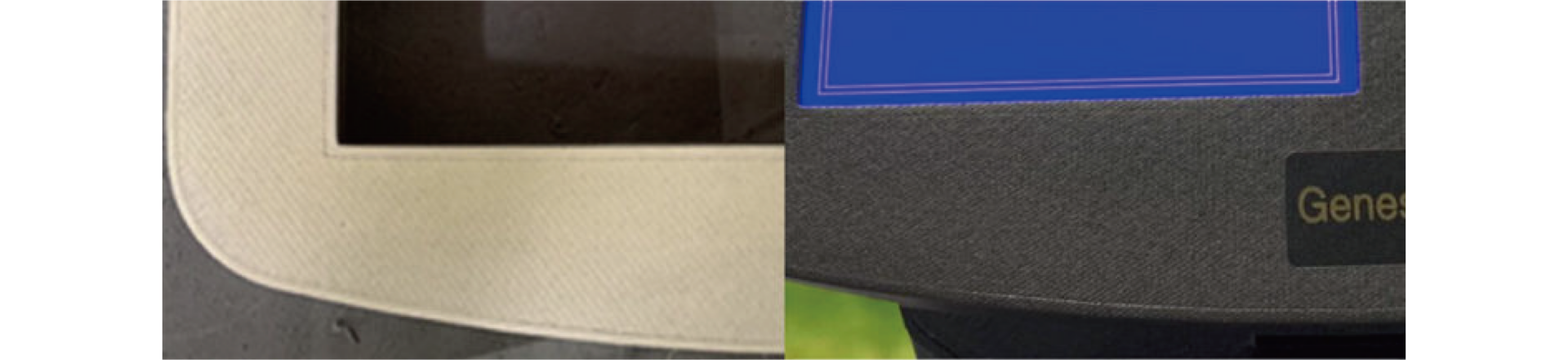
After choosing the best filament, LTI researched further and took advantage of 3D printing’s ability to accomplish complex angles and shapes that are too difficult to be fabricated in steel. For example, each corner is printed as a fillet instead of at the traditional sharp angle. The upper face is formed in a curved and modern outline. When LTI compared the 3D-printed parts with the equivalent machine-produced parts, the company realized that the new geometry improves appearance and safety. For these types of geometric features, traditional machining requires excessive tool head operating knowledge and a far more advanced solution.
 The structure of the old model (left) is simpler than the new model (right)
The structure of the old model (left) is simpler than the new model (right)
Due to 3D printing’s ability to form any shape, LTI had a smoother process for their product development. Almost any outline and structure design were possible with 3D printing without additional tool changing. The appearance, as well as functional features such as assembly slots and air vents, were created precisely using CAD design software.
 3D printed parts keep all designed features and are as accurate as machining
3D printed parts keep all designed features and are as accurate as machining
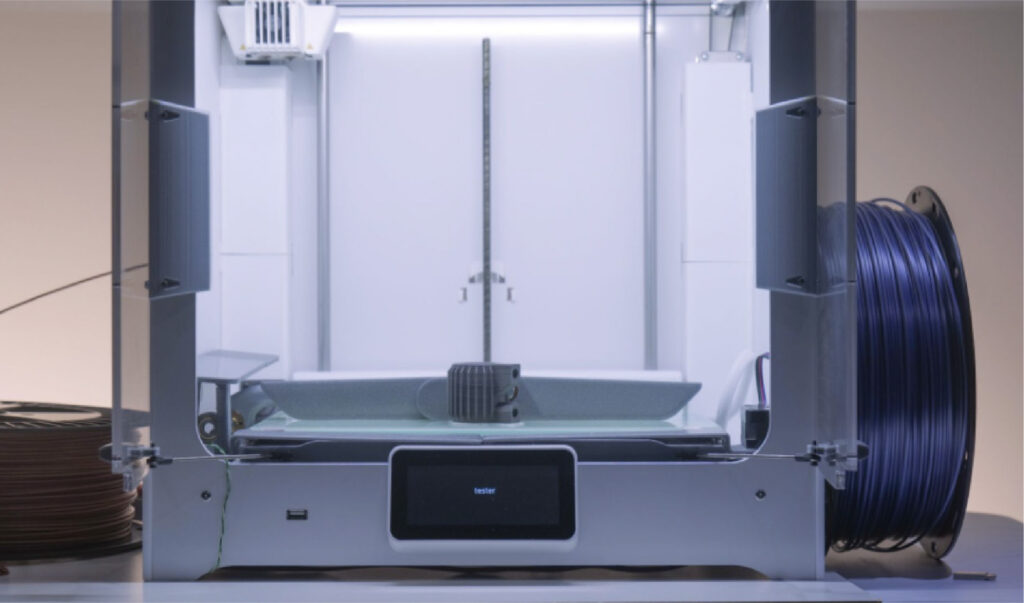
The iteration of parts development was quick because a Raise3D printer can produce many types of shapes while remaining user-friendly. The Raise3D Pro2 Plus is a smaller-sized large-format 3D printer, with a fully enclosed structure, and a 100-240V AC power supply. Therefore, the printer can be easily deployed anywhere using less space and power. LTI deployed Pro2 Plus directly next to its production line so the engineers could review any modification instantly.
 Raise3D printers can be easily deployed and operated in an office environment
Raise3D printers can be easily deployed and operated in an office environment
With Raise3D’s slicing software, ideaMaker, LTI refined numerous details in the 3D printing process for a few months, focused on achieving the best surface quality and dimensional precision. From ideaMaker’s template library, LTI selected the option with 0.1mm layer height which produces a final printing result with very high resolution and a smooth surface. When maintaining dimensional precision, LTI made the most of ideaMaker’s comprehensive toolset portfolio to mitigate filament shrink ratio. The shrink ratio determines the amount the extruded plastic will shrink when cooling. This results in an offset between the setting value and the actual value of the plastic flow width. ideaMaker allows users to define the extrusion process from multiple perspectives such as differentiating extrusion-related value for different segments, as well as applying a particular value to compensate for shrink ratio.

The Right 3D Printing Material is Essential for A 3D Printed Product
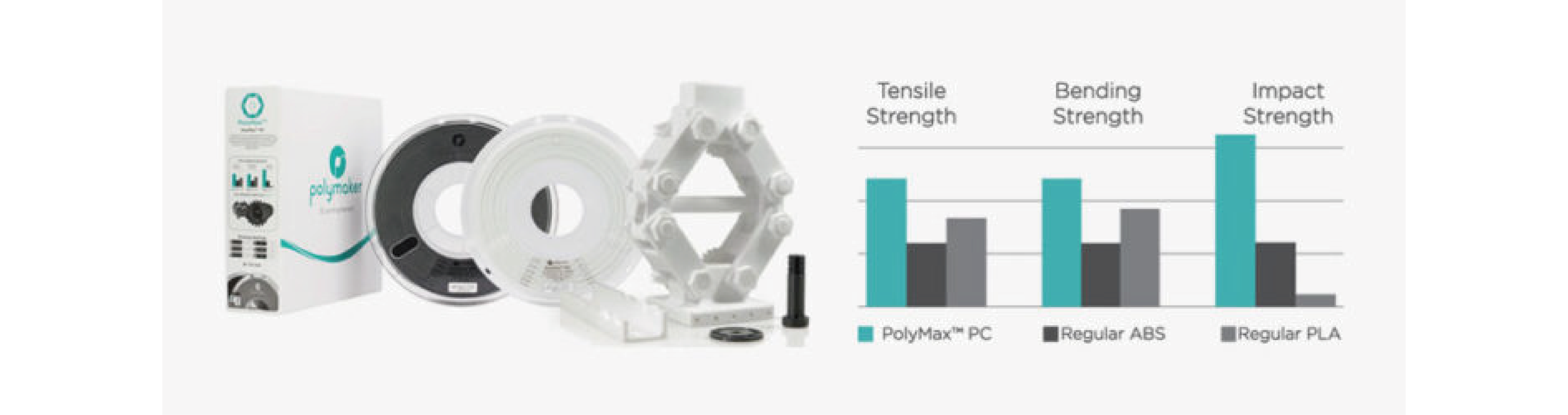
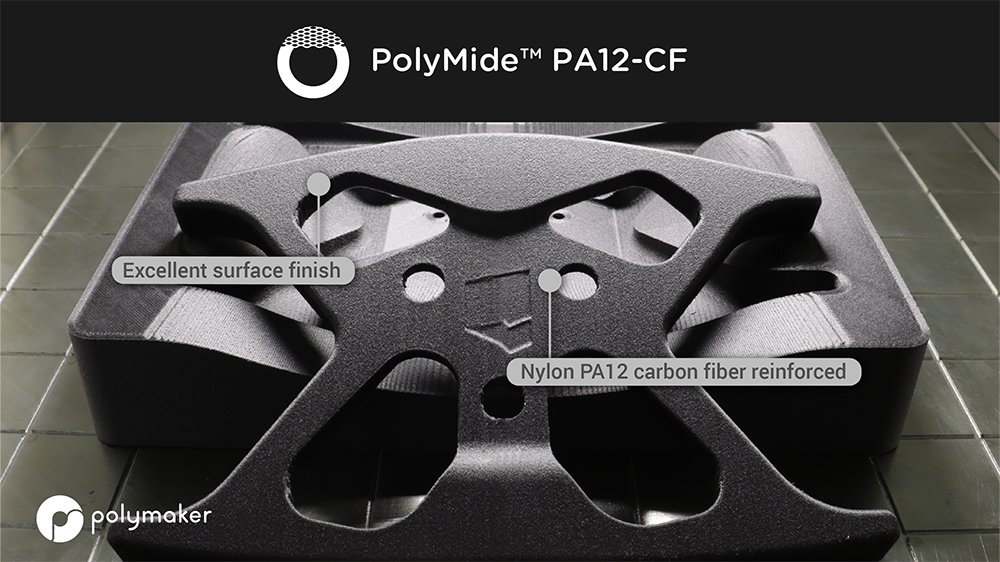
After testing different 3D printing materials, LTI found that polycarbonate (PC) was the best option. But not all PC filaments are the same. Polymaker’s PolyMax™ PC proved to be the best for LTI in the end. PC is the top choice for mechanical performance due to its excellent impact resistance and high stiffness among existing engineering-grade 3D printing filaments. As a result, a PC printed part can absorb impact and prevent deformation or cracks. In addition to these properties, PolyMax™ PC also has good printability. LTI found that a printed PC part was sufficient to protect the equipment. However, PC has a far lower density than CRS.
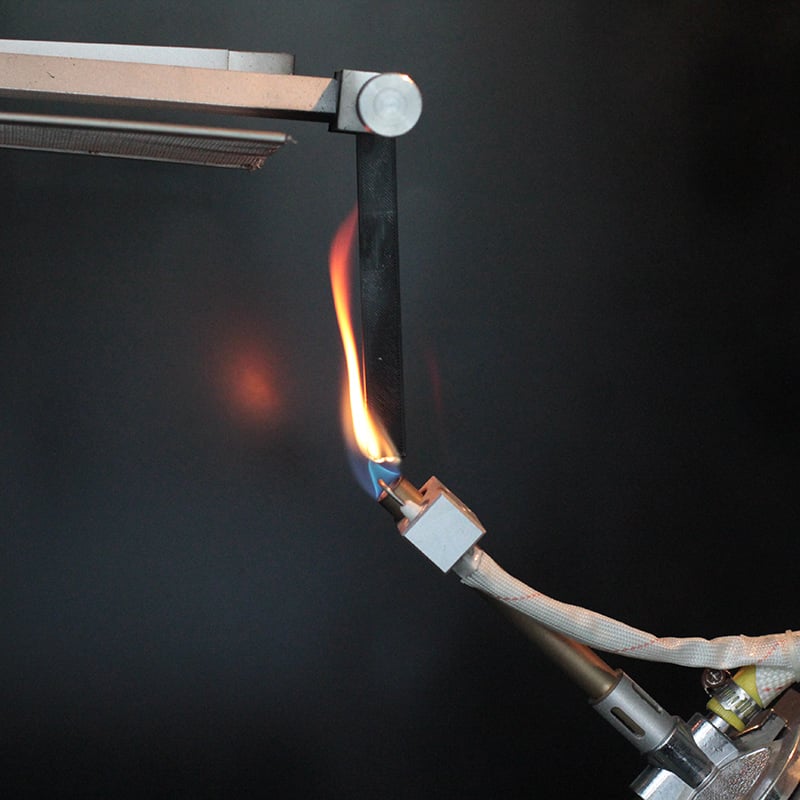
The success of LTI’s material application also relied on specific material science from Polymaker. For Gamma Counters and Wipers, UL fire rating is important. Flame retardancy prevents materials from burning and helps slow the spread of fire.
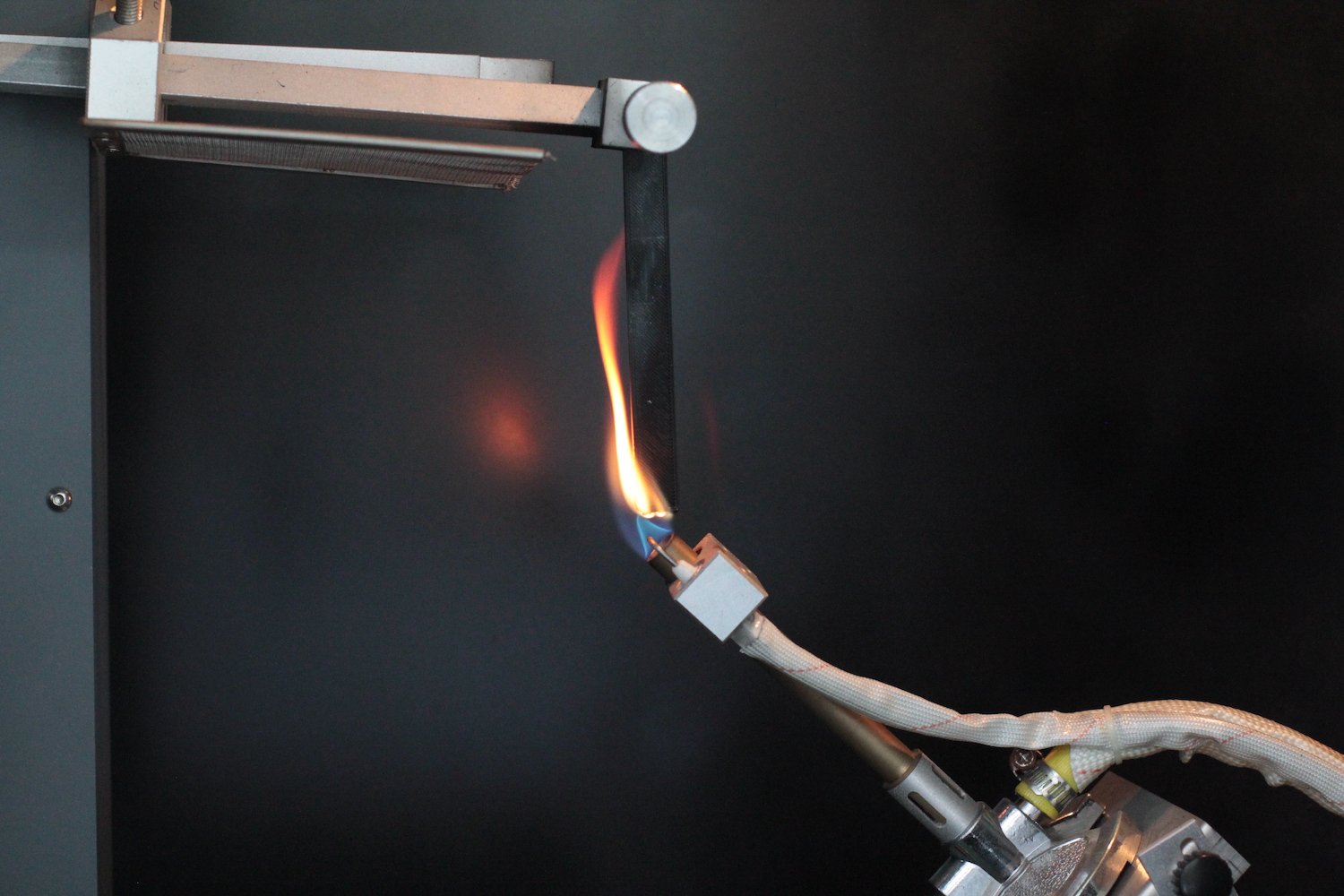
LTI immediately jumped at the chance to use Polymaker’s PolyMax™ PC-FR after its launch. PolyMax™ PC-FR’s has sufficient stiffness and impact resistance. Its ingredients are from world-leading polymer supplier, Covestro, which ensures both V0 performance in the UL94 flame retardancy test along with excellent toughness, strength, and heat resistance. PolyMax™ PC-FR also has the advantages of reliability and ease of use. LTI finally chose this material for its production.
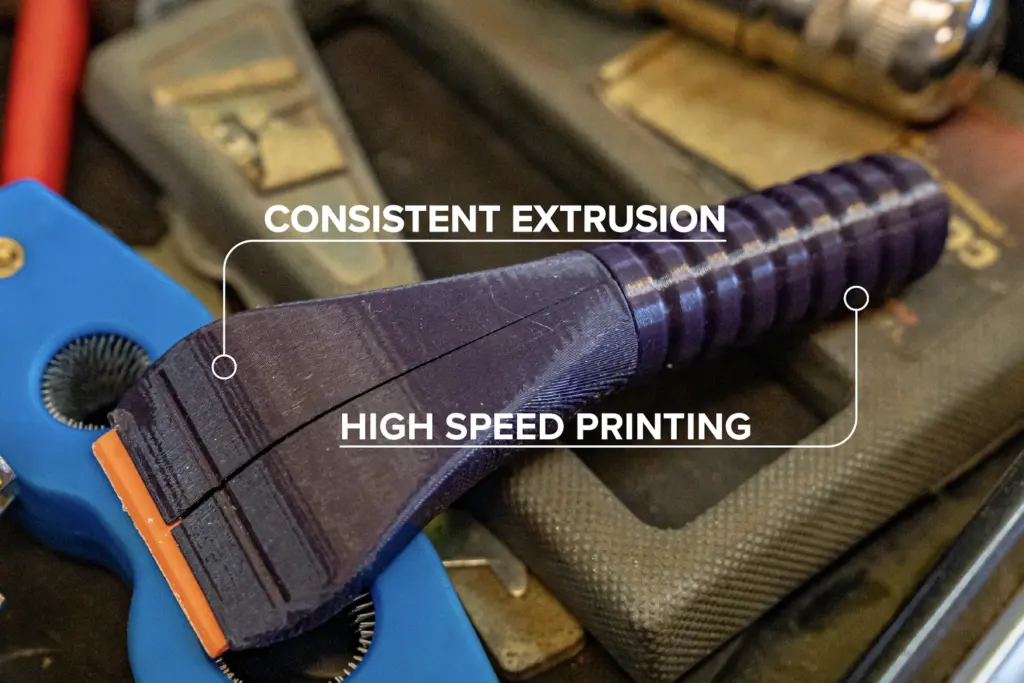
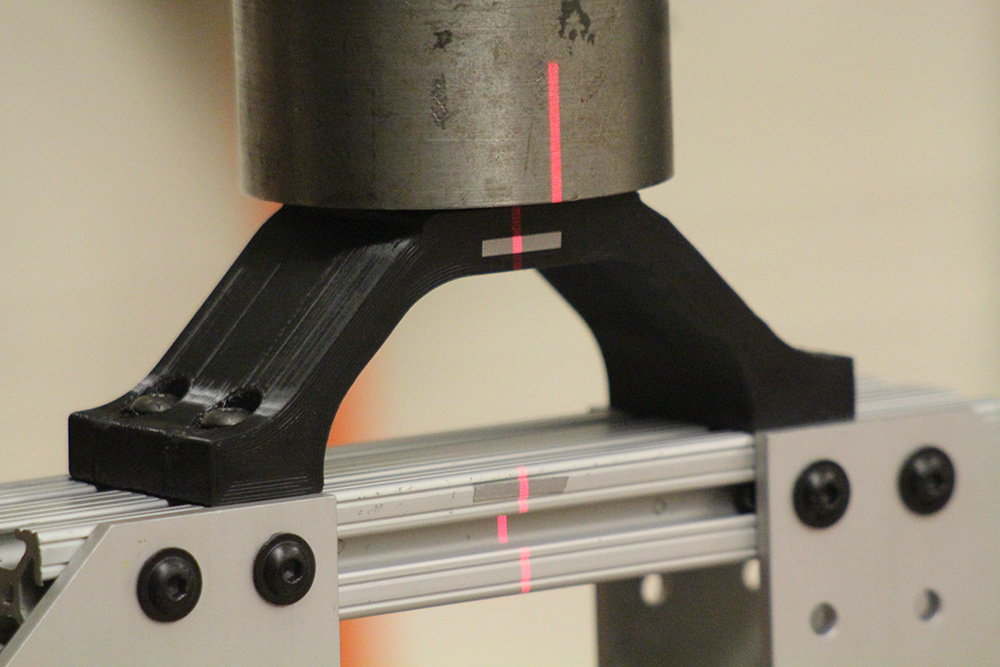
 A functional car jack printed by PolyMax™ PC
A functional car jack printed by PolyMax™ PC
Finalizing 3D Printed Parts With Simple Post-Processing
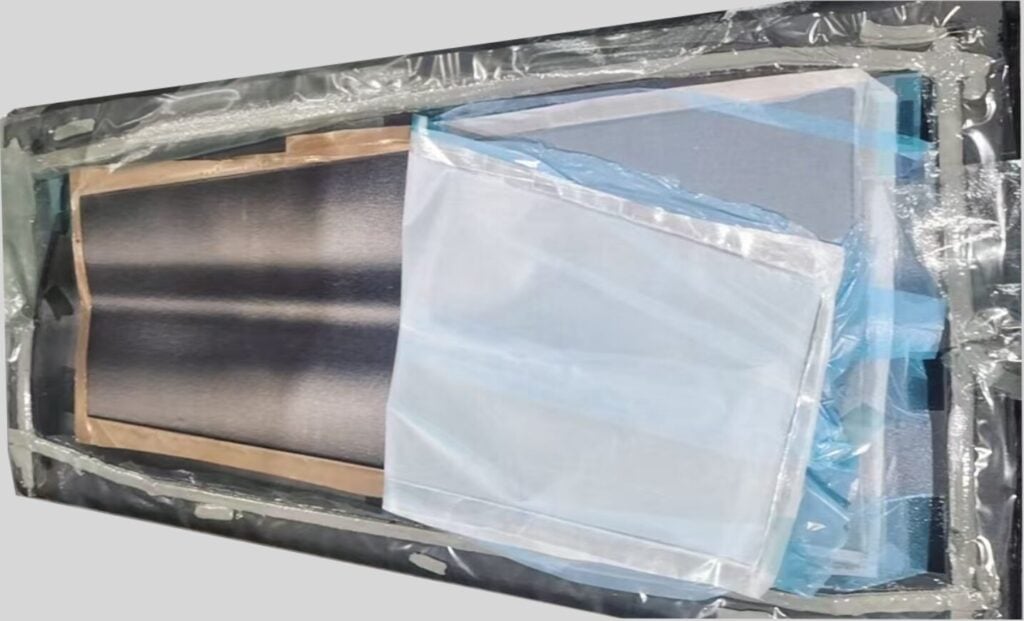
LTI executed post-processing on printed PC parts as a last step of production. Once printing finished, parts were lightly sanded for 5-10 seconds to remove burrs and imperfections. All exterior parts were painted internally with a conductive nickel RF shielding paint, while external surfaces were primed to fill in the minor nooks and crannies resulting from printer extrusion. Once dried, they were again lightly sanded for 30-60 seconds and wiped clean. Then, a layer of hammered finish paint is used to give the parts a metal look.
 The surface became nicely textured after simple post-processing
The surface became nicely textured after simple post-processing
3D Printing Enables Better and Cheaper Products
After months of development, LTI achieved remarkable product optimization by means of 3D printing. By redesigning structures, new exterior plate by Polymaker’s PC was strong as previous design by CRS but 10 pounds (9.5kg) lighter. The reason is that PC density is only 1.2 gram/cm3 while CRS weighs six times more as 7.8 gram/cm3. In terms of cost, the total cost of a product from 3D printing process was only 25% of the original process. This was mainly resulted in 94% cheaper parts from 3D printing compared to machined parts.












































Please fill in the form below or if you have other questions are not included in the form, please contact us through [email protected]. We will get back to you soon.
Please fill in the form below or if you have other questions are not included in the form, please contact us through [email protected]. We will get back to you soon.