PolySonic™ PLA
High Speed PLA
Accurate & Repeatable
Accurate & Repeatable
PolySonic™ PLA Pro
High Speed PLA
Fast & Tough
Fast & Tough
PolyTerra™ PLA
Eco-Friendly PLA
A World of Color & Effects
A World of Color & Effects
PolyTerra™ PLA+
Improved Toughness PolyTerra™
Satin Finish
Satin Finish
PolyTerra™ Edition-R
Matte Black
Recycled PLA
Recycled PLA
PolyLite™ PLA
High Quality PLA
Rigid & Reliable
Rigid & Reliable
PolyLite™ PLA Pro
PLA for Professionals
Reliable & Repeatable
Reliable & Repeatable
PolyLite™ PLA-CF
Carbon Fiber Reinforced PLA
Dimensionally Accurate
Dimensionally Accurate
PolyLite™ LW-PLA
Light Weight PLA
70% density of regular PLA
70% density of regular PLA
PolyLite™ CosPLA
Easy to Sand
Great Paint Adhesion
Great Paint Adhesion
PolyMax™ PLA
Tougher than ABS
Prints like PLA
Prints like PLA
PolyWood™
Wood mimic PLA
Matte Surface
Matte Surface
Polymaker Draft PLA
Bulk Pack PLA
Great Value
Great Value
PolyLite™ PETG
Easy to Print
20°C heat resistance over PLA
20°C heat resistance over PLA
PolyMax™ PETG
Tough PETG
Nano Reinforcement™ Technology
Nano Reinforcement™ Technology
PolyMax™ PETG-ESD
ESD-Safe
Low Surface Resistivity
Low Surface Resistivity
PolyLite™ ABS
Low Odor ABS
Strong & Durable
Strong & Durable
PolyLite™ ASA
Weather Resistant
UV Stable
UV Stable
PolyLite™ PC
Naturally Transparent
Incredibly Stiff
Incredibly Stiff
PolyMax™ PC
Incredibly Tough
Heat Resistant
Heat Resistant
PolyMax™ PC-FR
Fire Retardant
Tough PC
Tough PC
Polymaker PC-ABS
Excellent Mechanical Properties
Tough & Impact Resistant
Tough & Impact Resistant
Polymaker PC-PBT
Tough in Low Temperatures
Chemically Resistant
Chemically Resistant
PolyMide™ CoPA
Heat Resistant 180°C
Extremely Tough
Extremely Tough
PolyMide™ PA612-CF
Less Moisture Sensitive than PA6
Stronger than PA12
Stronger than PA12
PolyMide™ PA6-CF
Incredible Strength & Toughness
Extreme Heat Resistance
Extreme Heat Resistance
PolyMide™ PA6-GF
Extremely Stiff
Highly Processable
Highly Processable
PolyMide™ PA12-CF
Easy to Print Nylon
Not Moisture Sensitive
Not Moisture Sensitive
PolyFlex™ TPU90
Skin Contact Safe
UV Stable
UV Stable
PolyFlex™ TPU95
Flexible & Printable Shore
Hardness 95A
Hardness 95A
PolyFlex™ TPU95-HF
High Speed Flexible
Easy to Print
Easy to Print
PolySmooth™
Alcohol Smoothable
Remove layer lines
Remove layer lines
PolyCast™
Very Clean Burn Out
Ash Residue < 0.003%
Ash Residue < 0.003%
PolyDissolve™ S1
Water Dissolvable Support
Compatible with PLA, Nylon, TPU, PVB
Compatible with PLA, Nylon, TPU, PVB
PolySupport™
Breakaway Support
Quick & Easy
Quick & Easy
PolySupport™ for PA12
Breakaway Support for PA12
No tools required
No tools required
Material Comparison
View our material charts to find the suitable filament for your application.
For more detailed technical data visit our webapp:Full Technical Data Comparison
For more detailed technical data visit our webapp:Full Technical Data Comparison
Dry state
Wet state
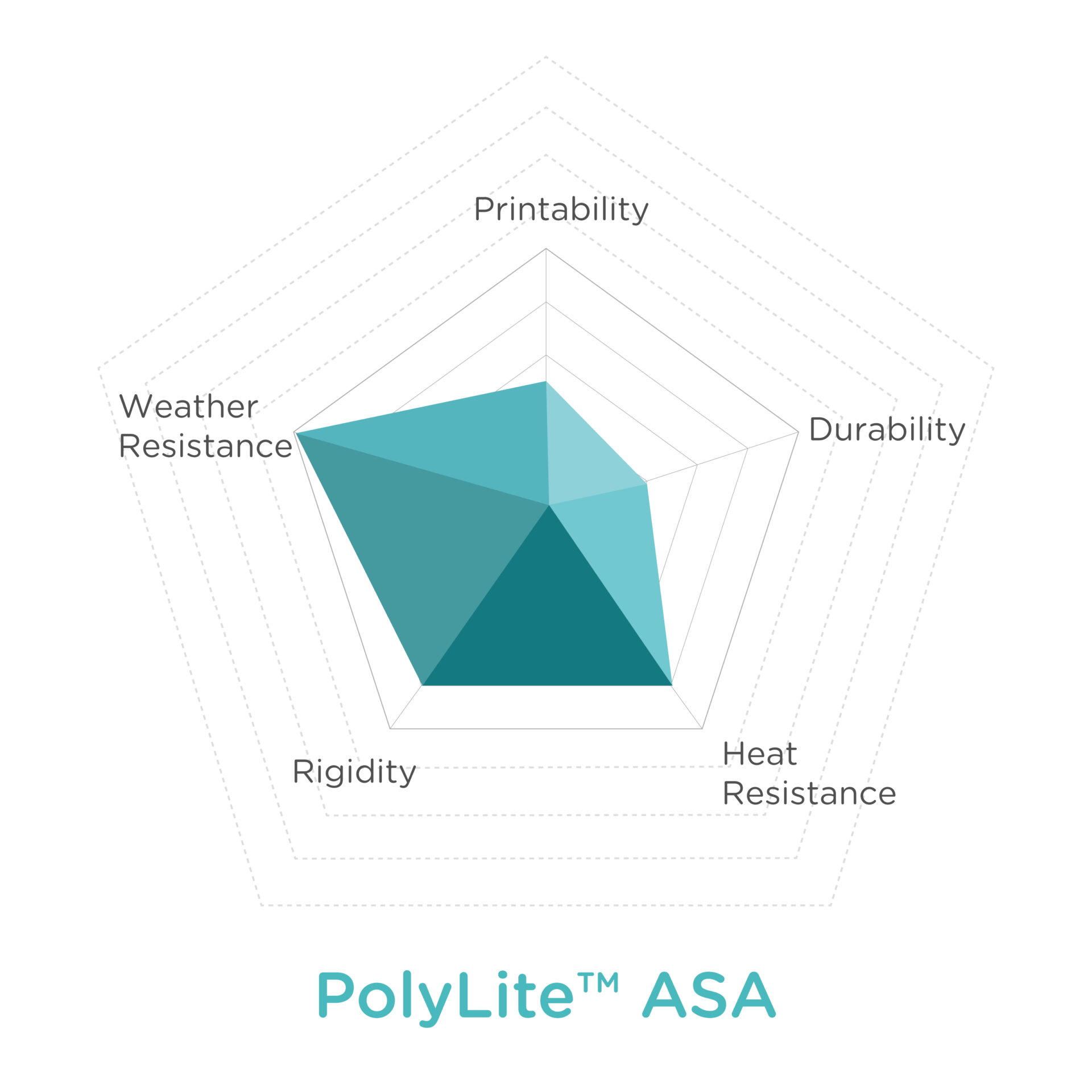
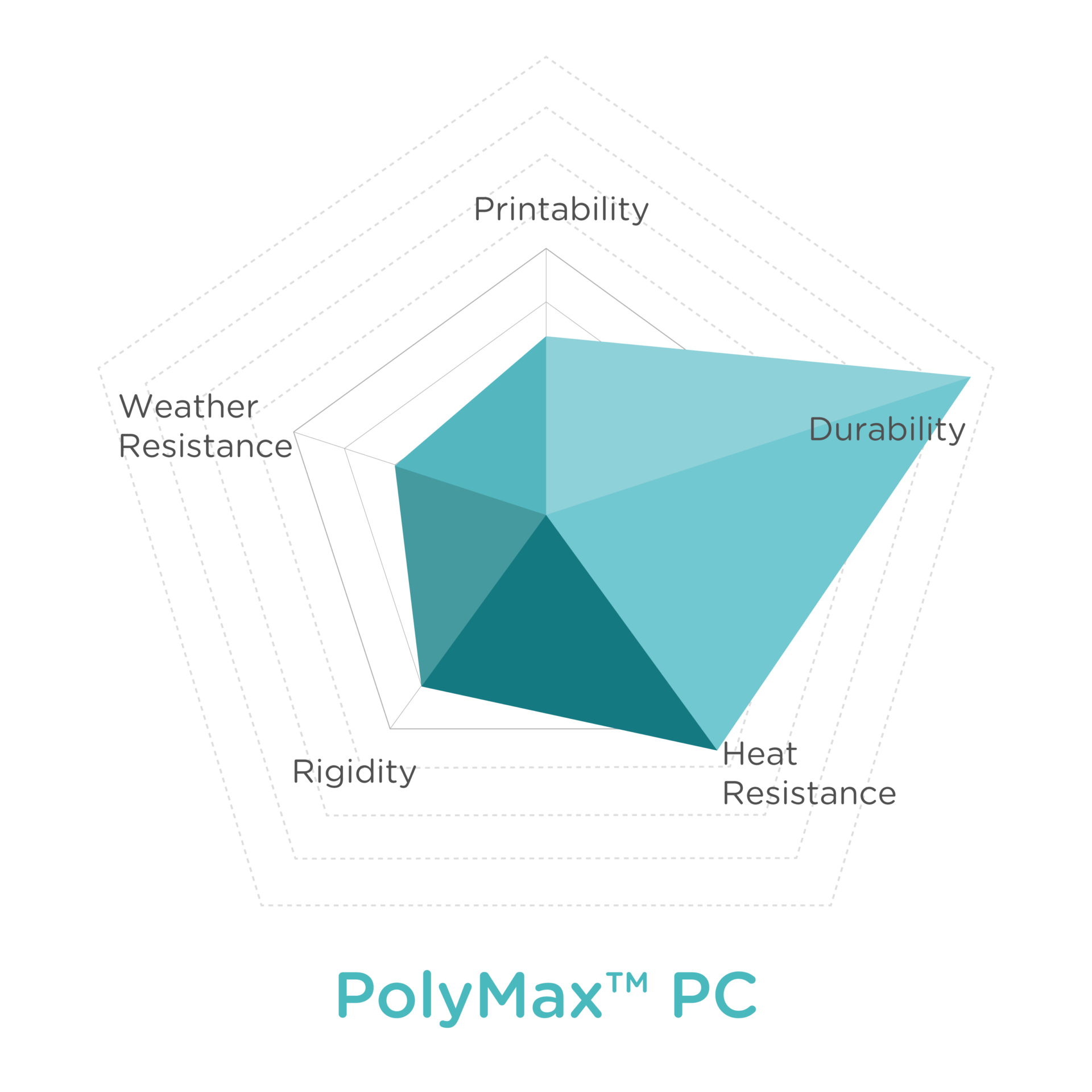
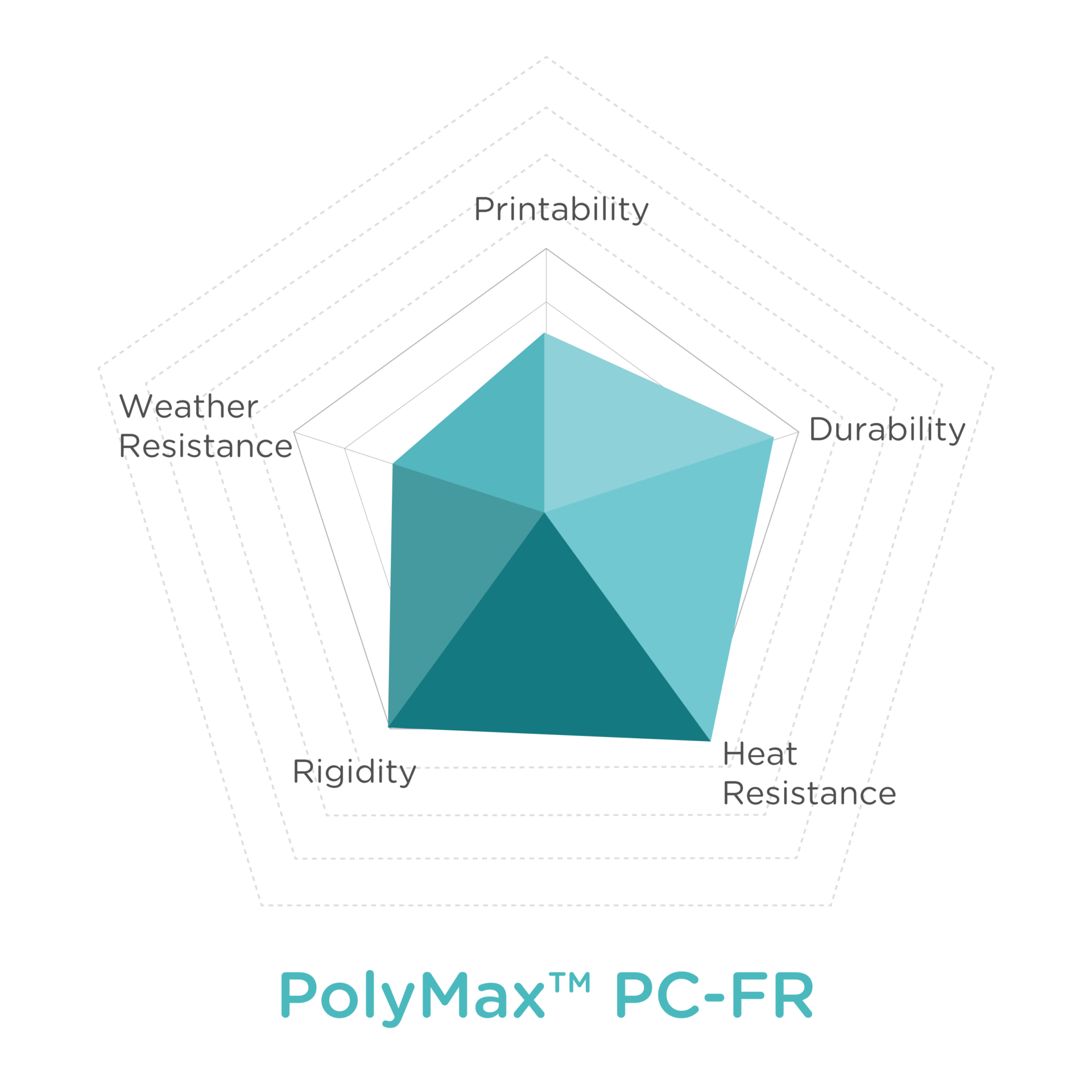
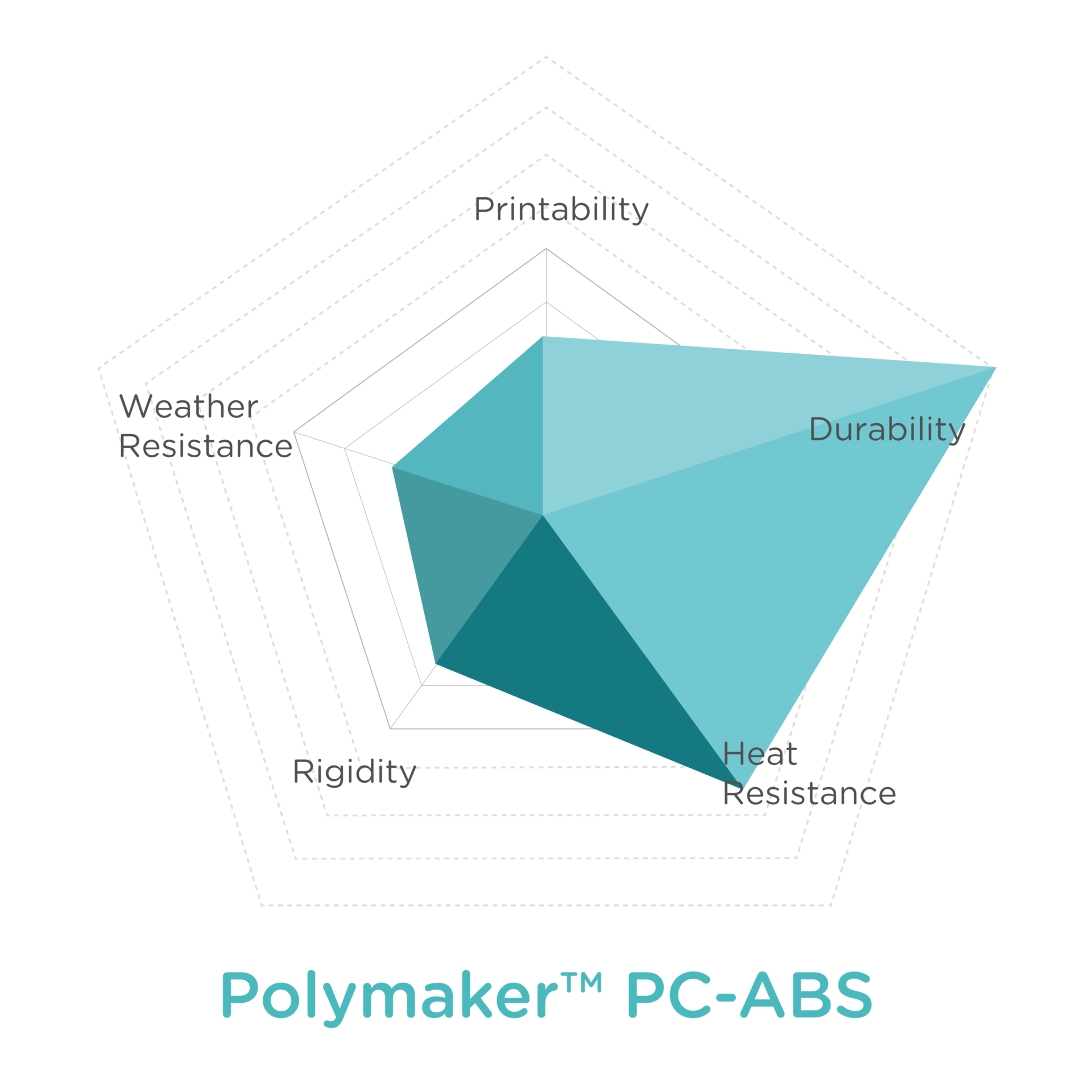
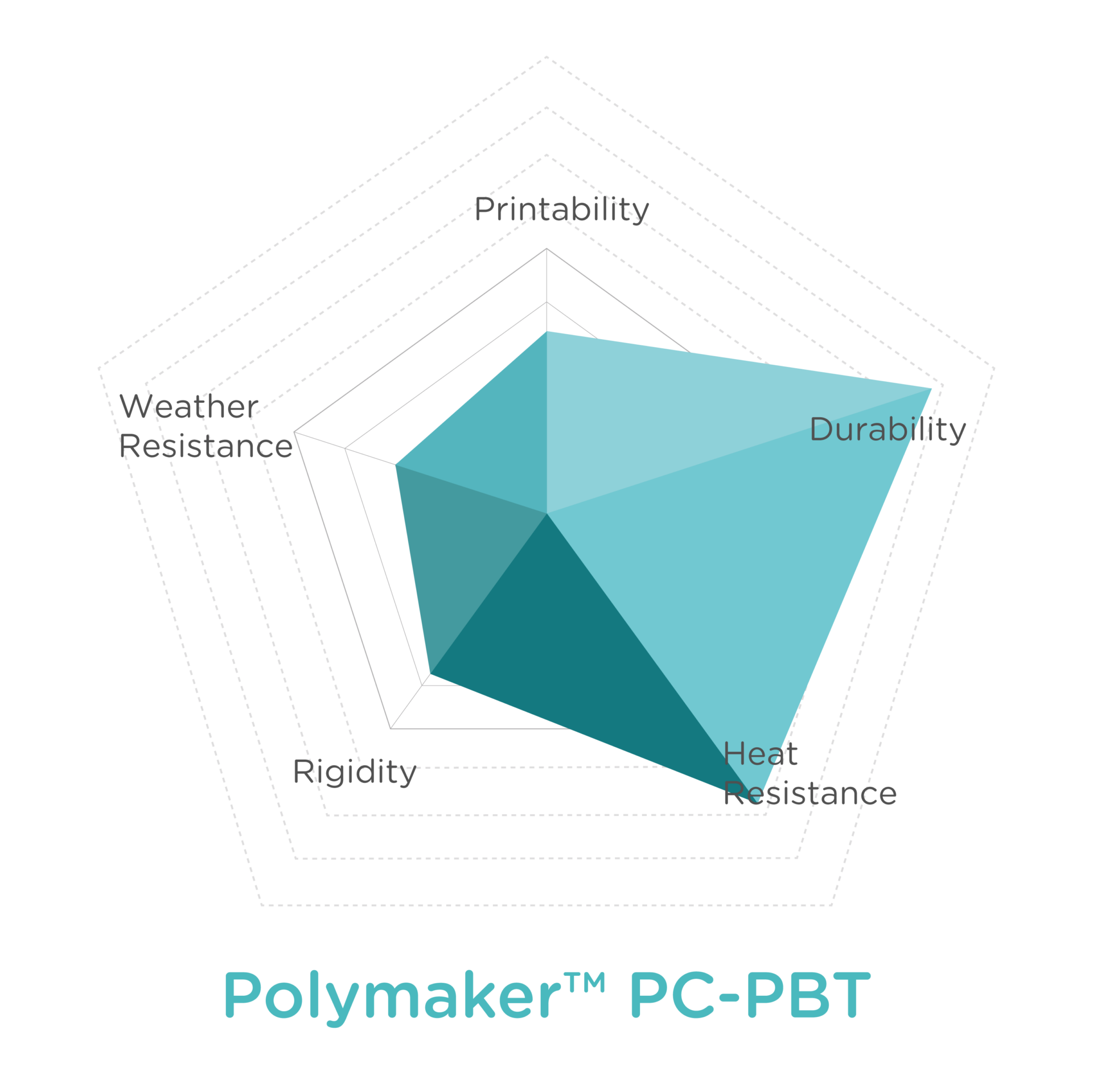
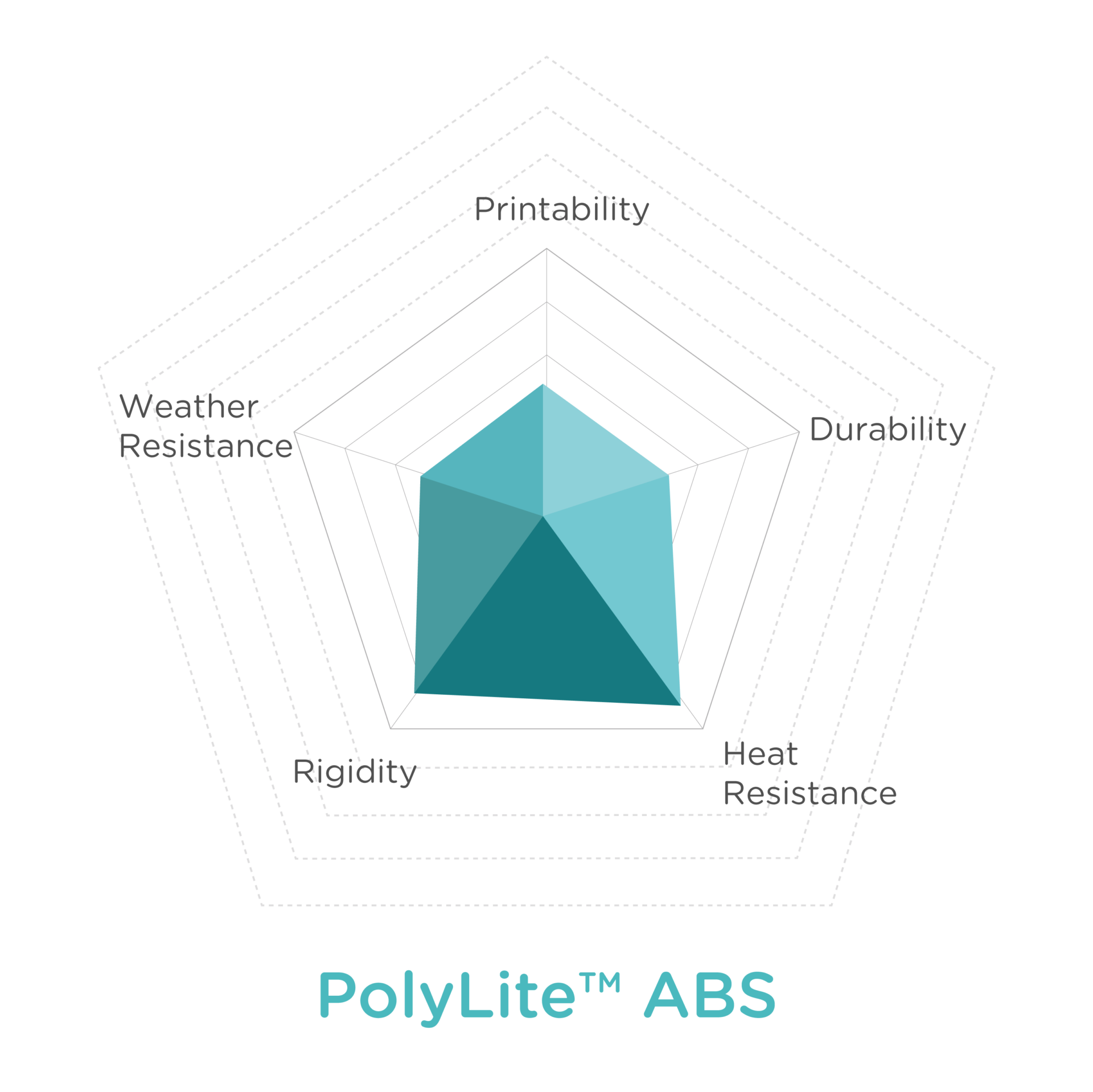
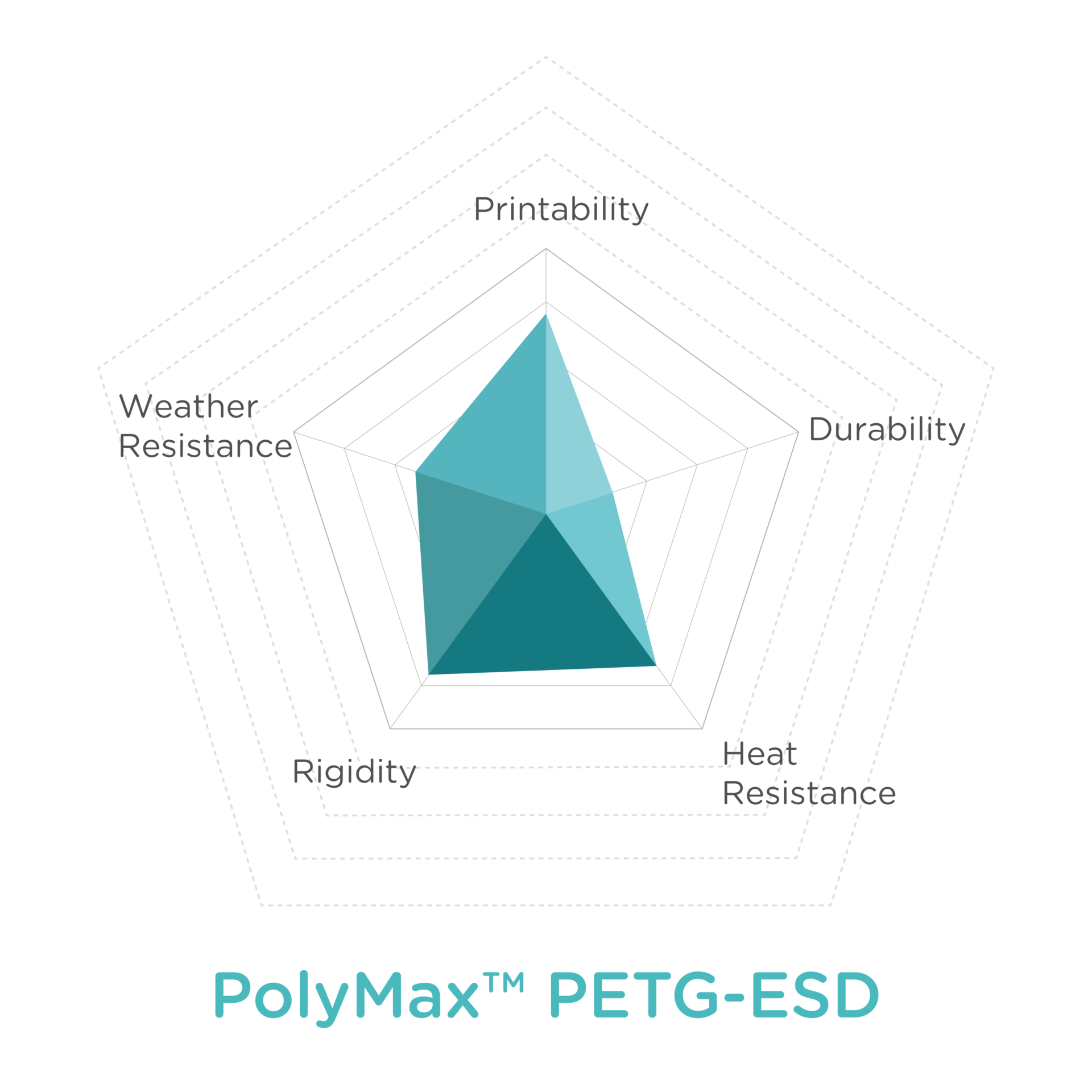
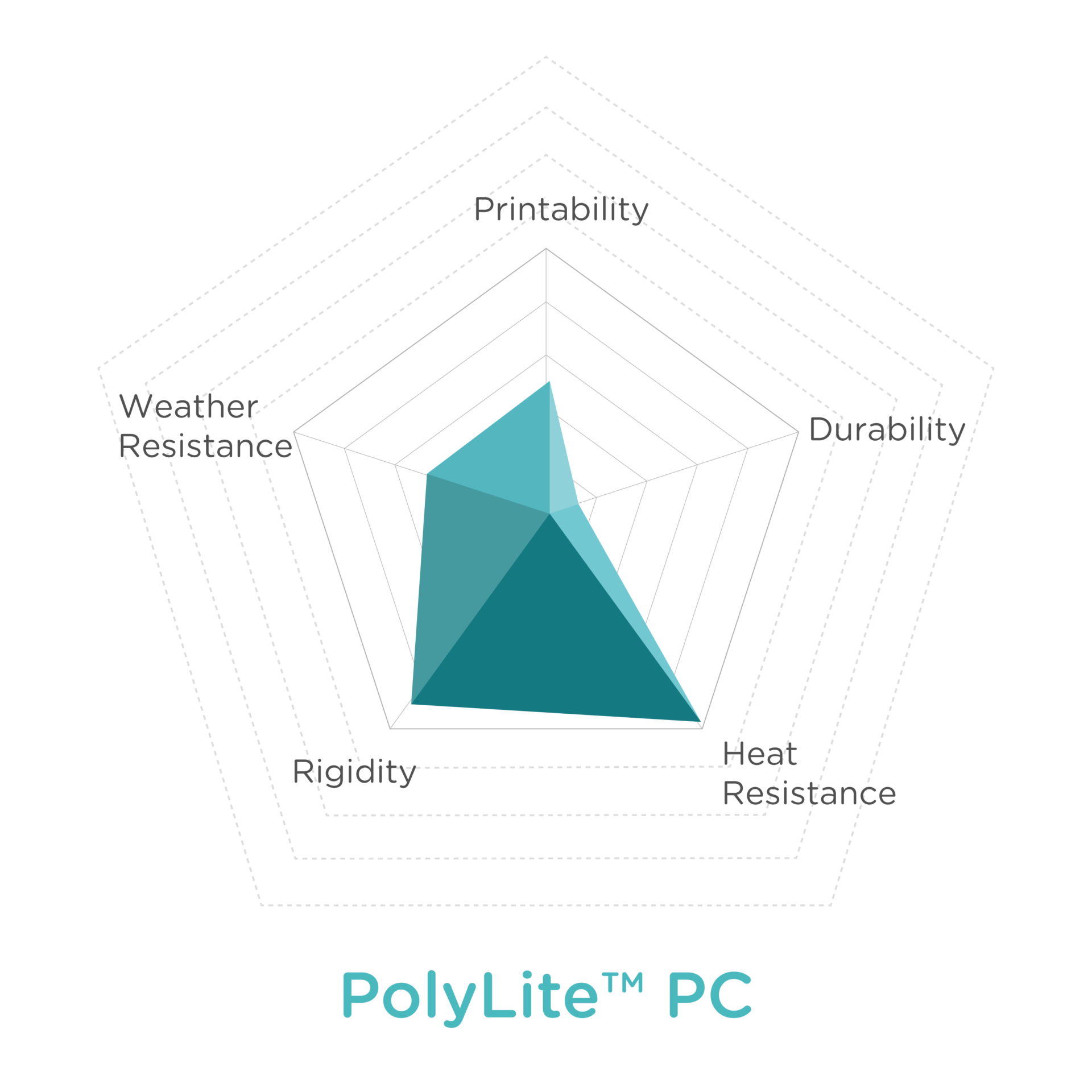
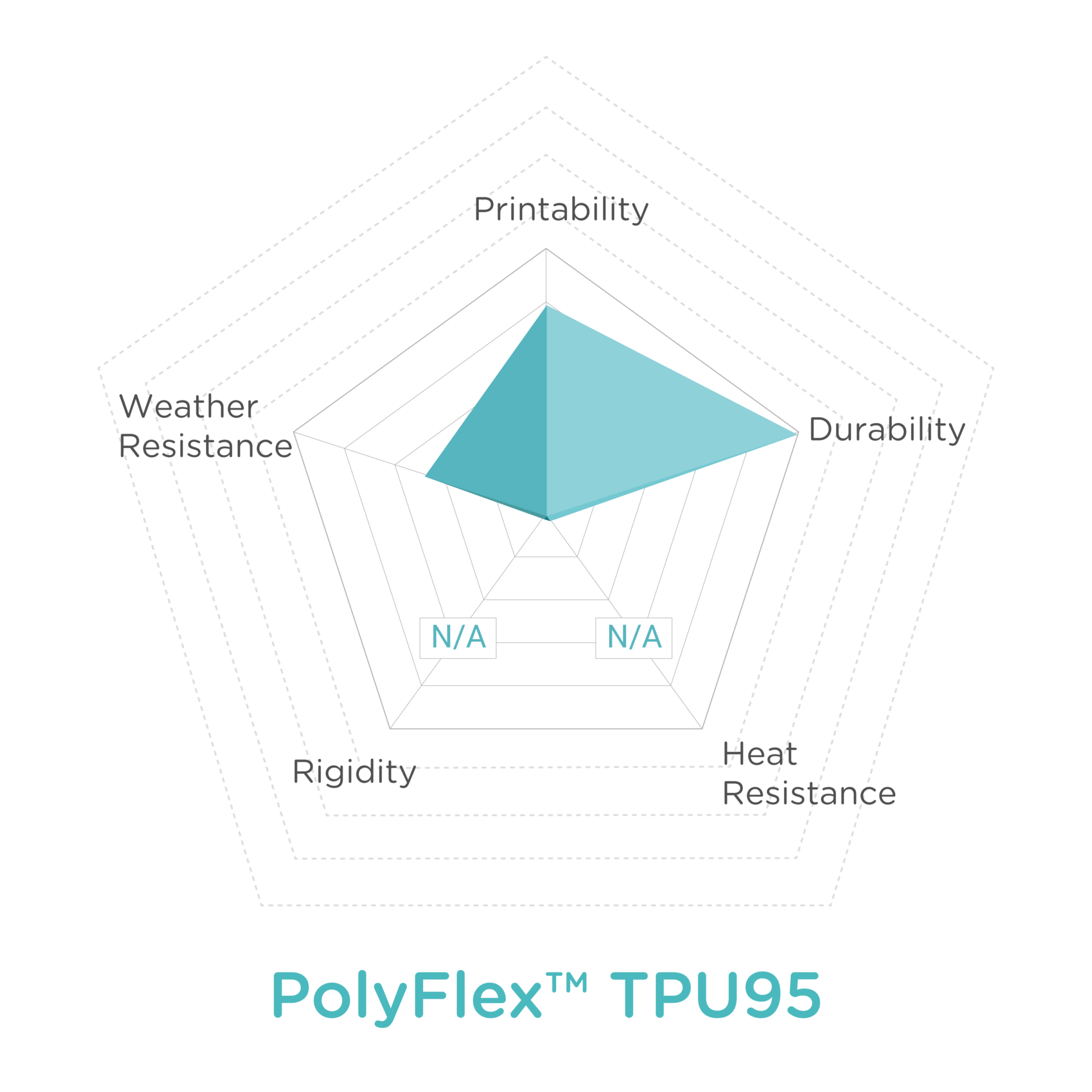
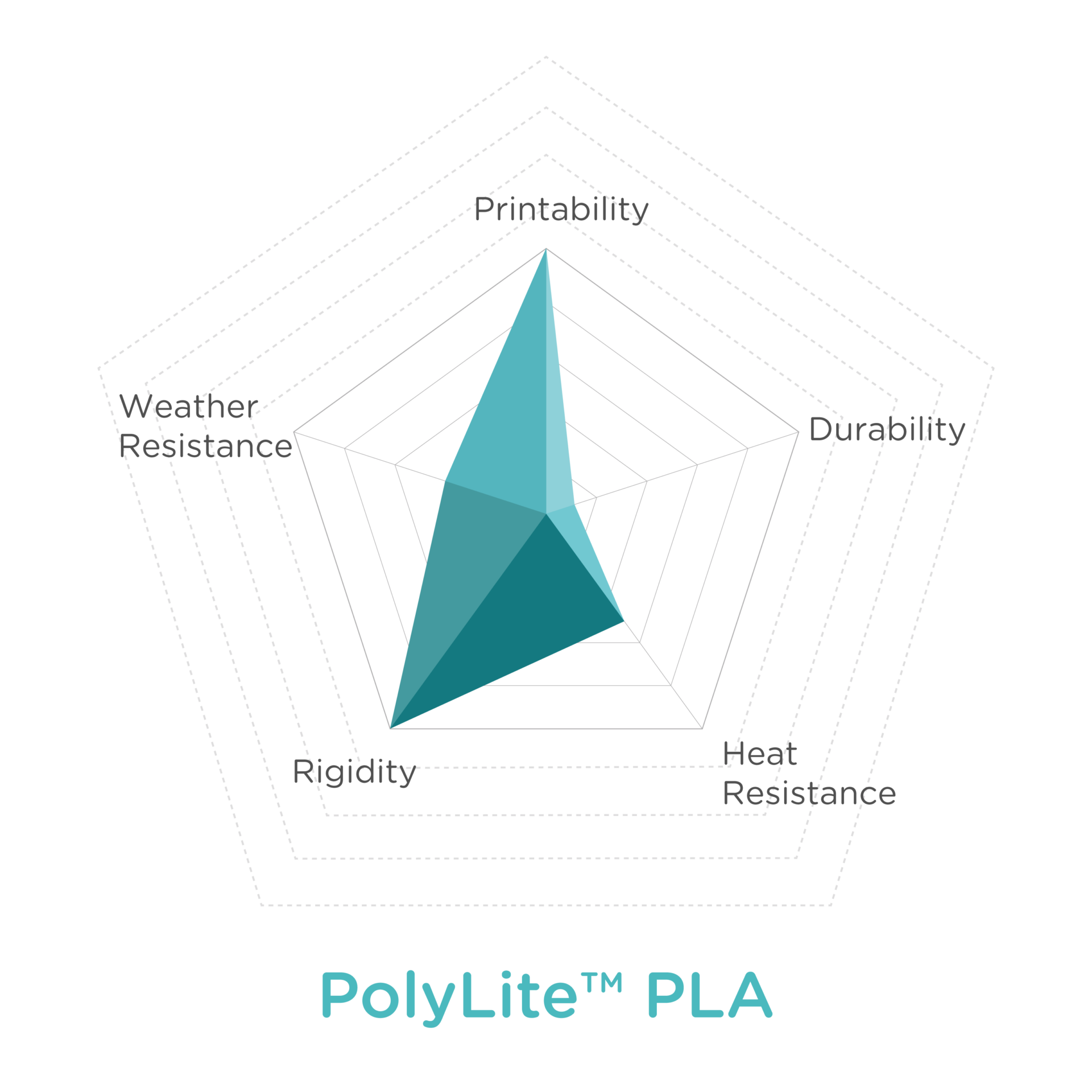
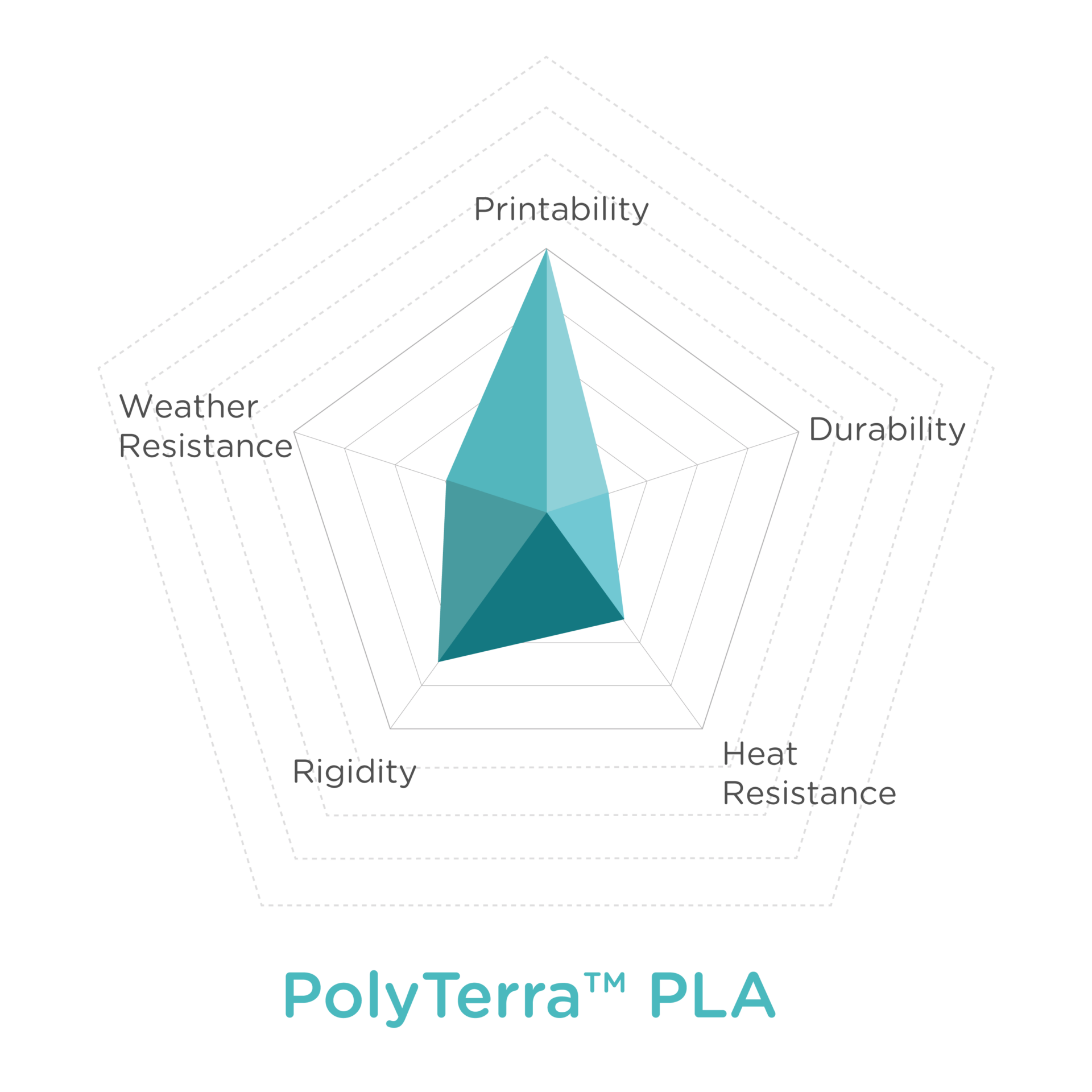
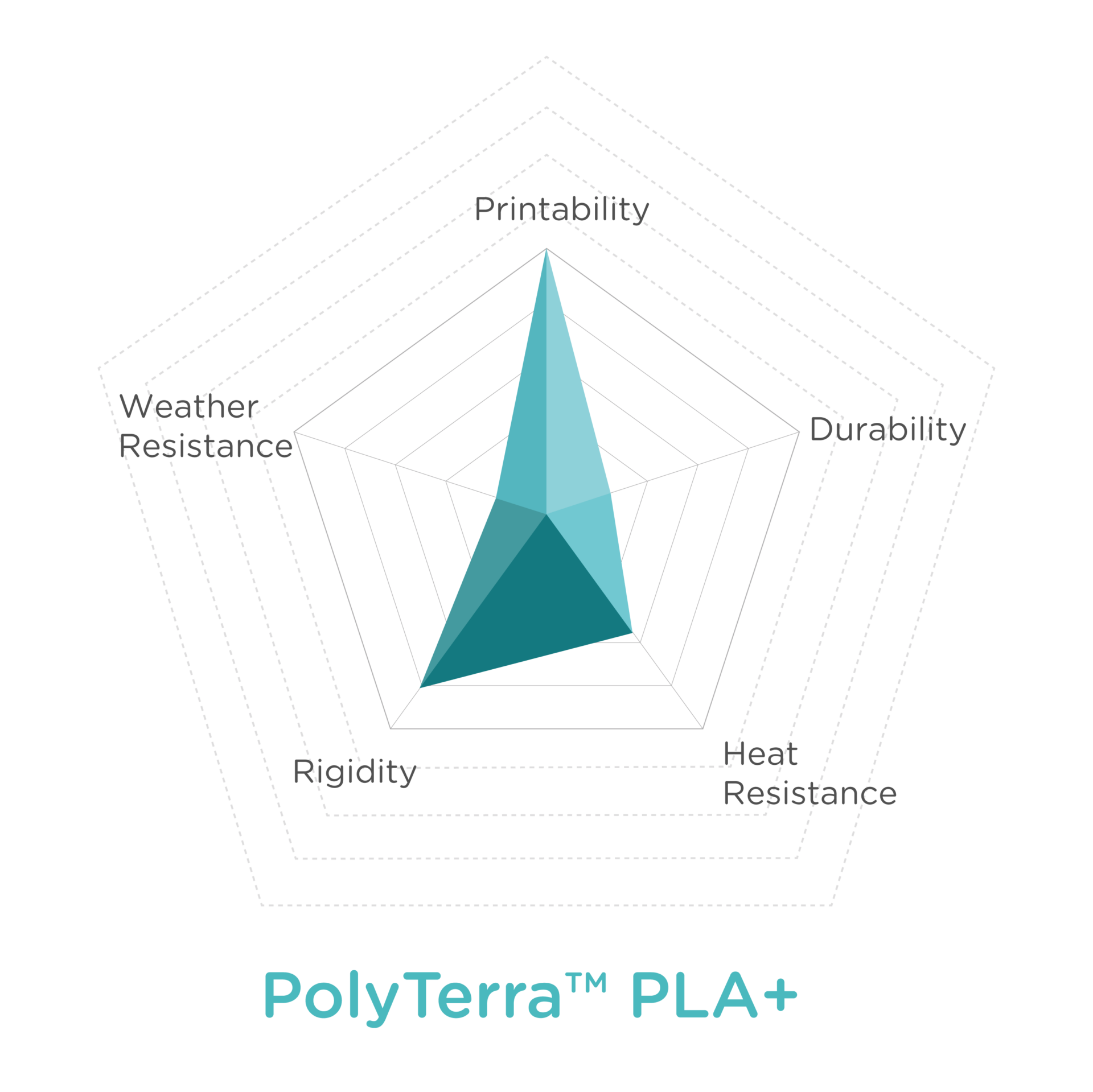
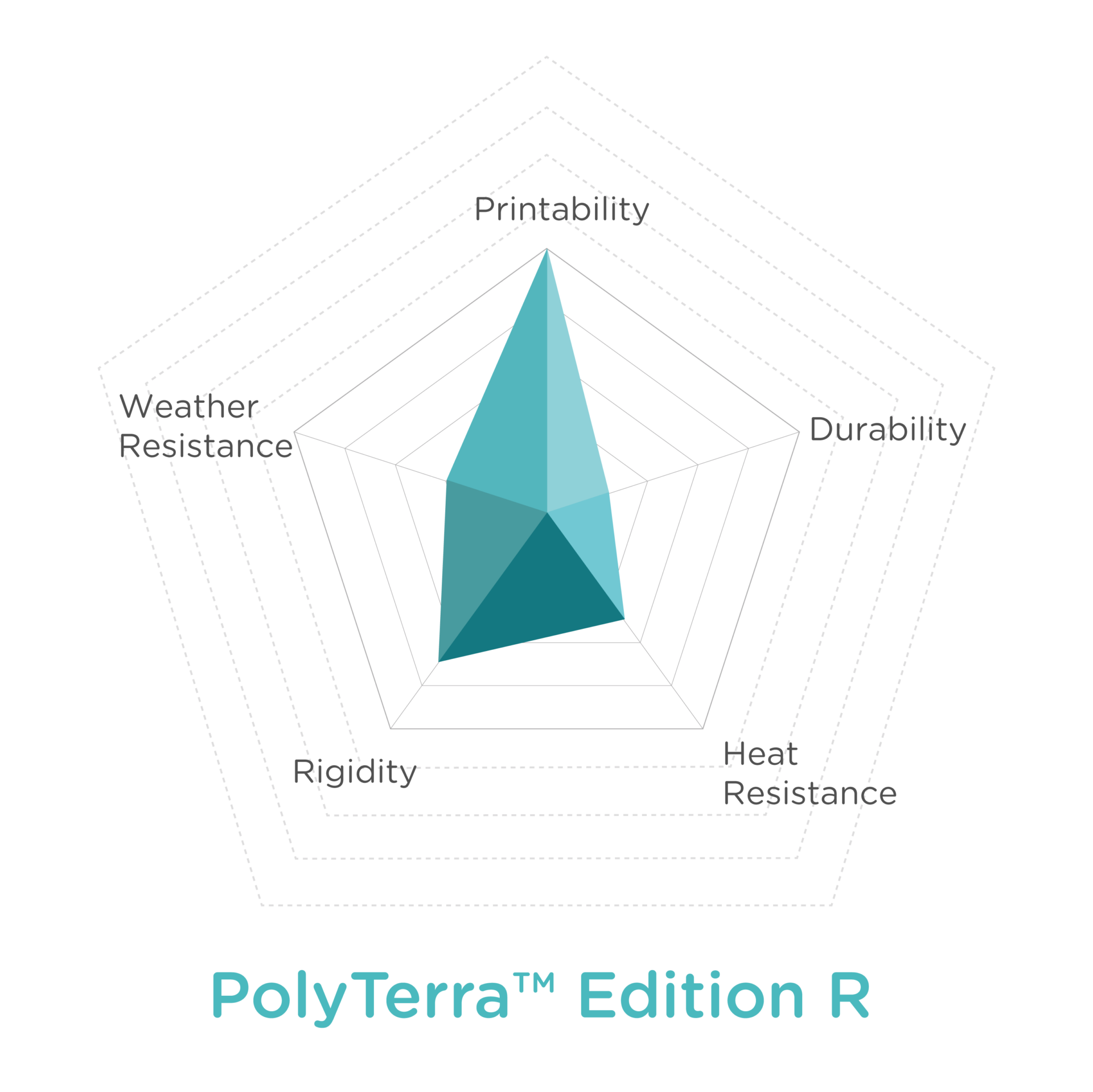
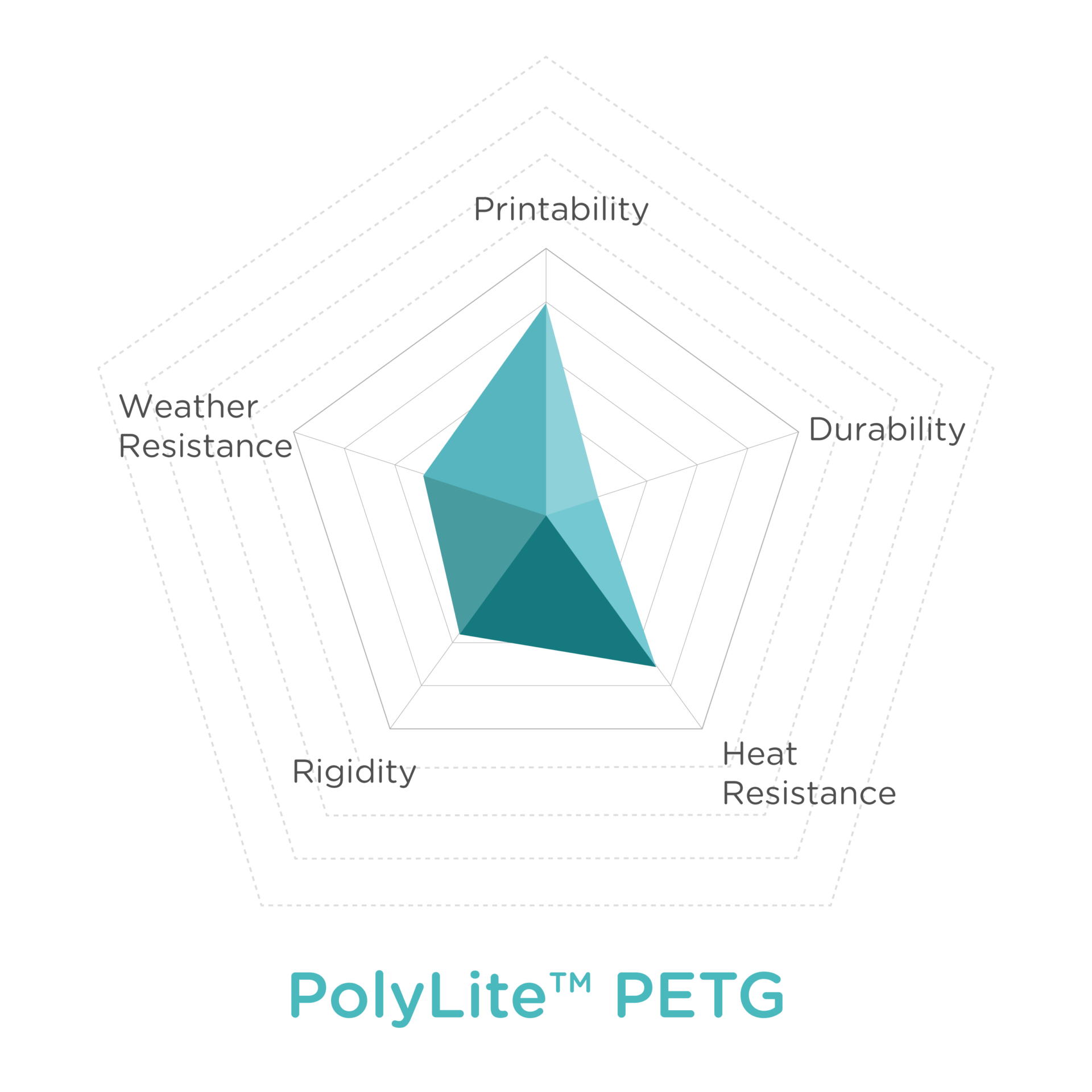
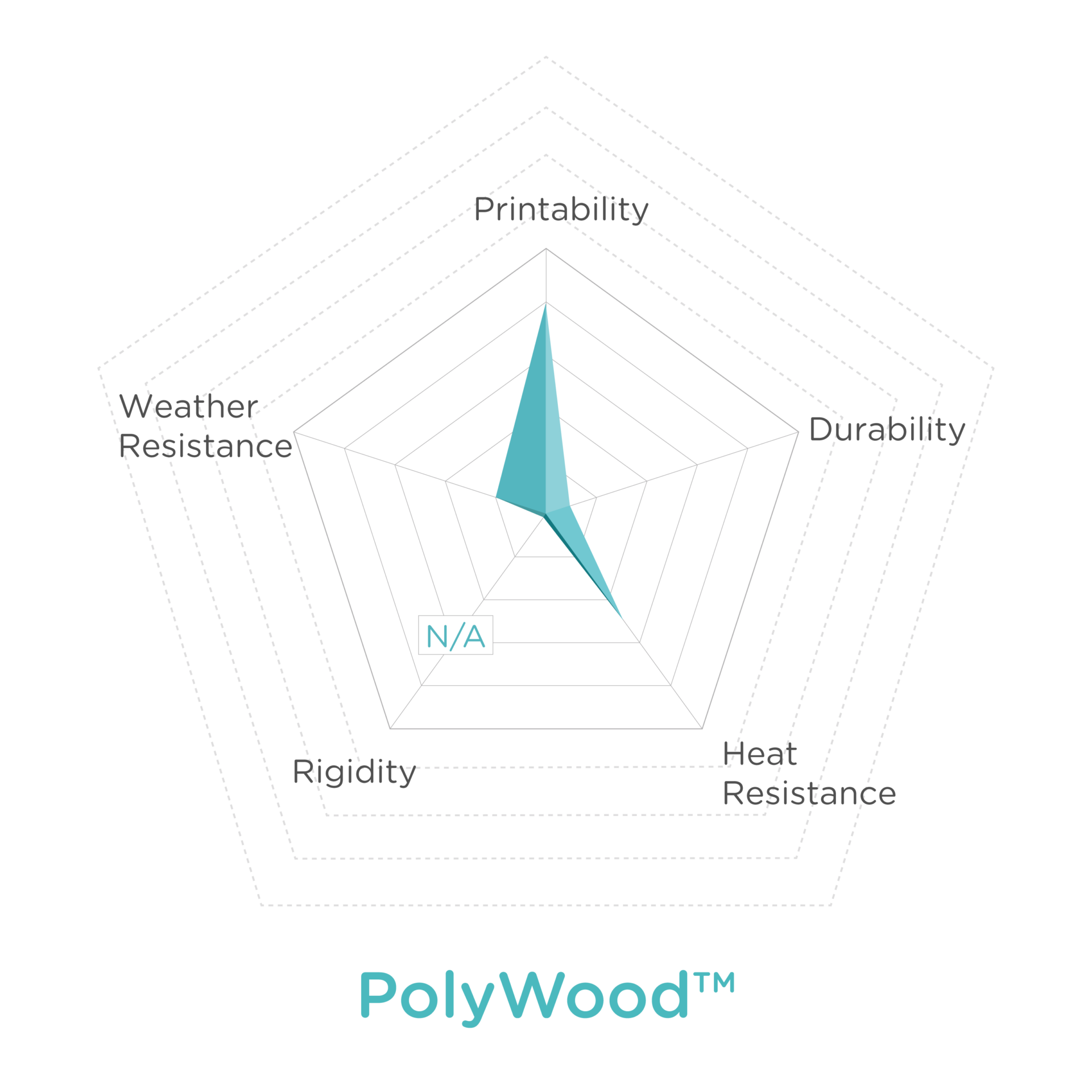
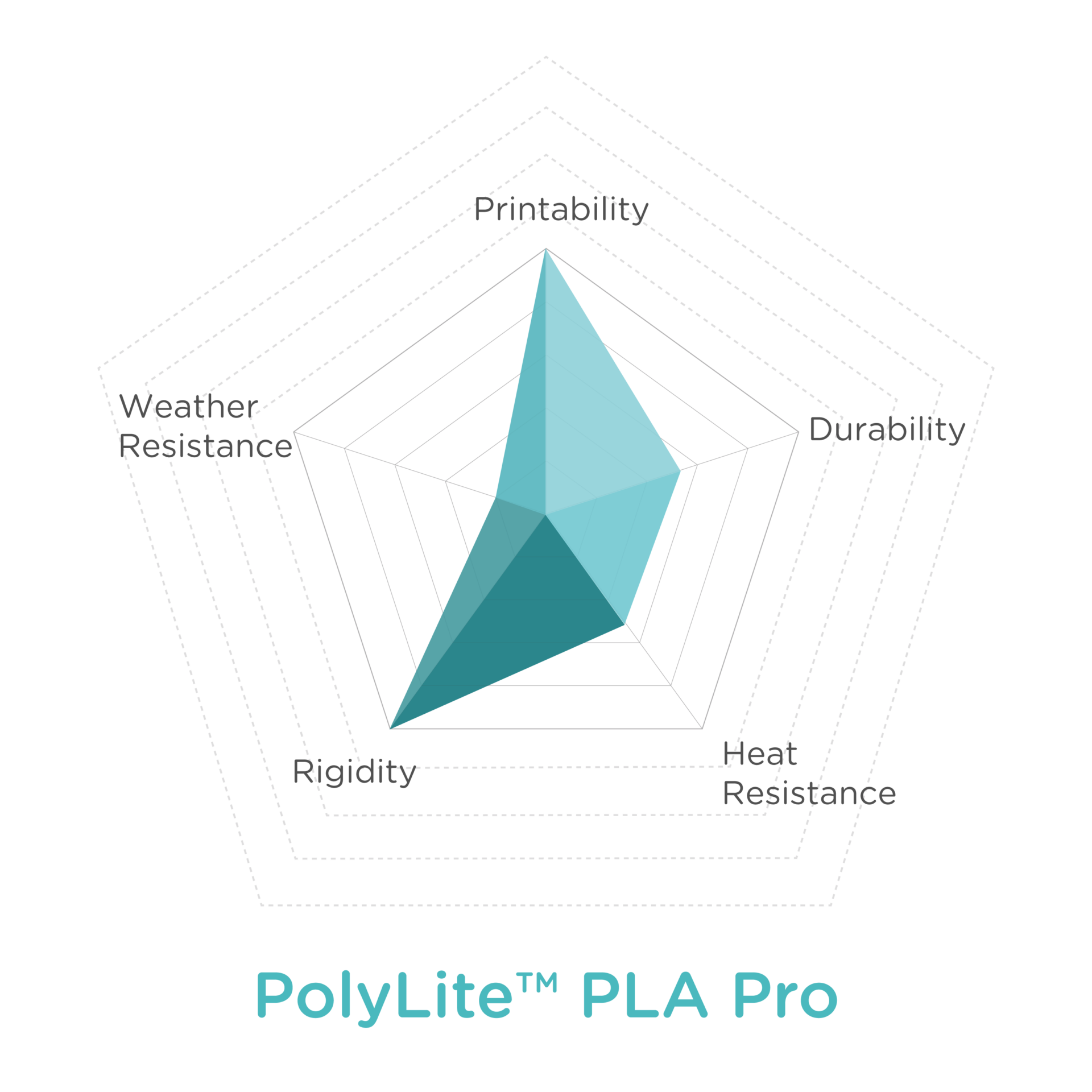
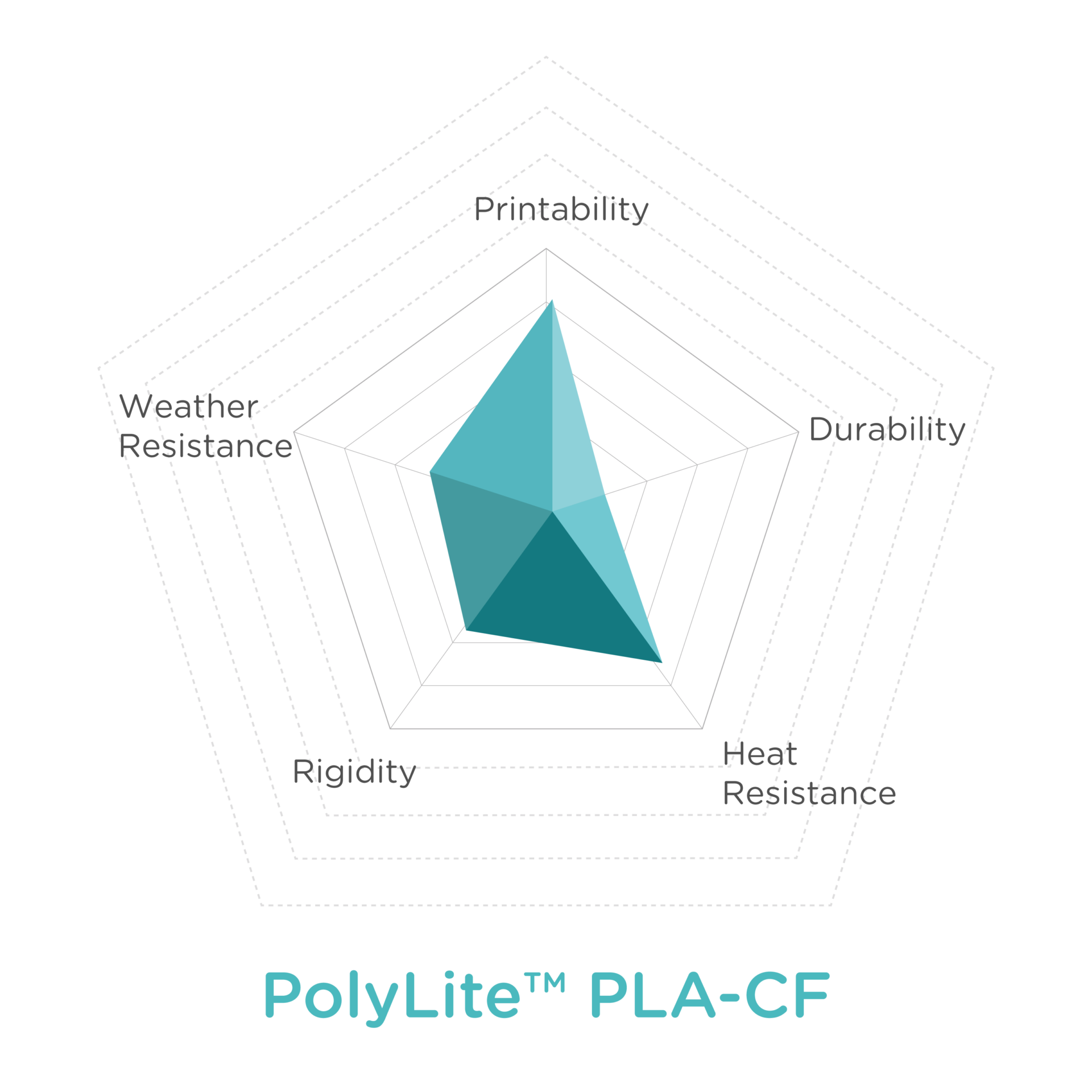
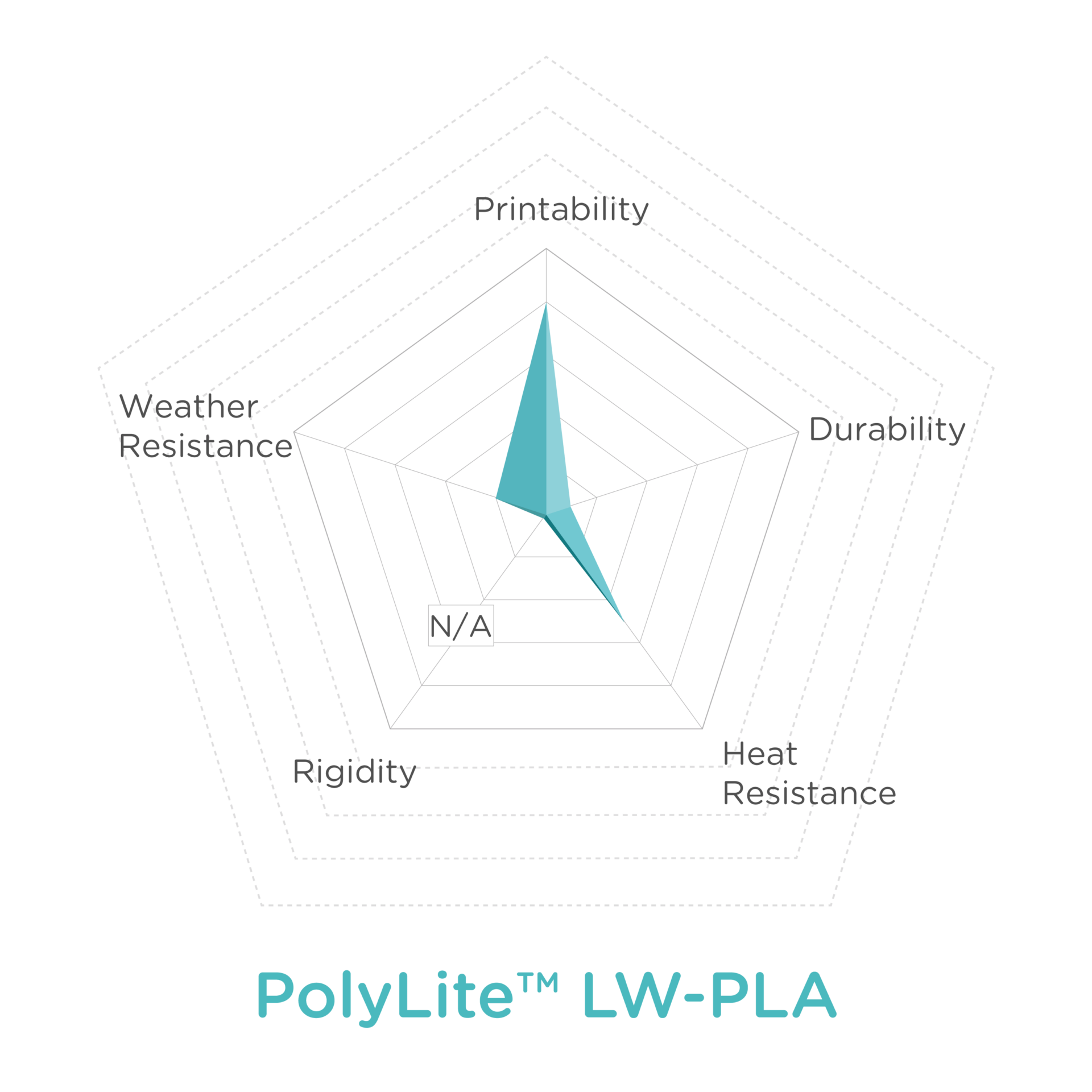
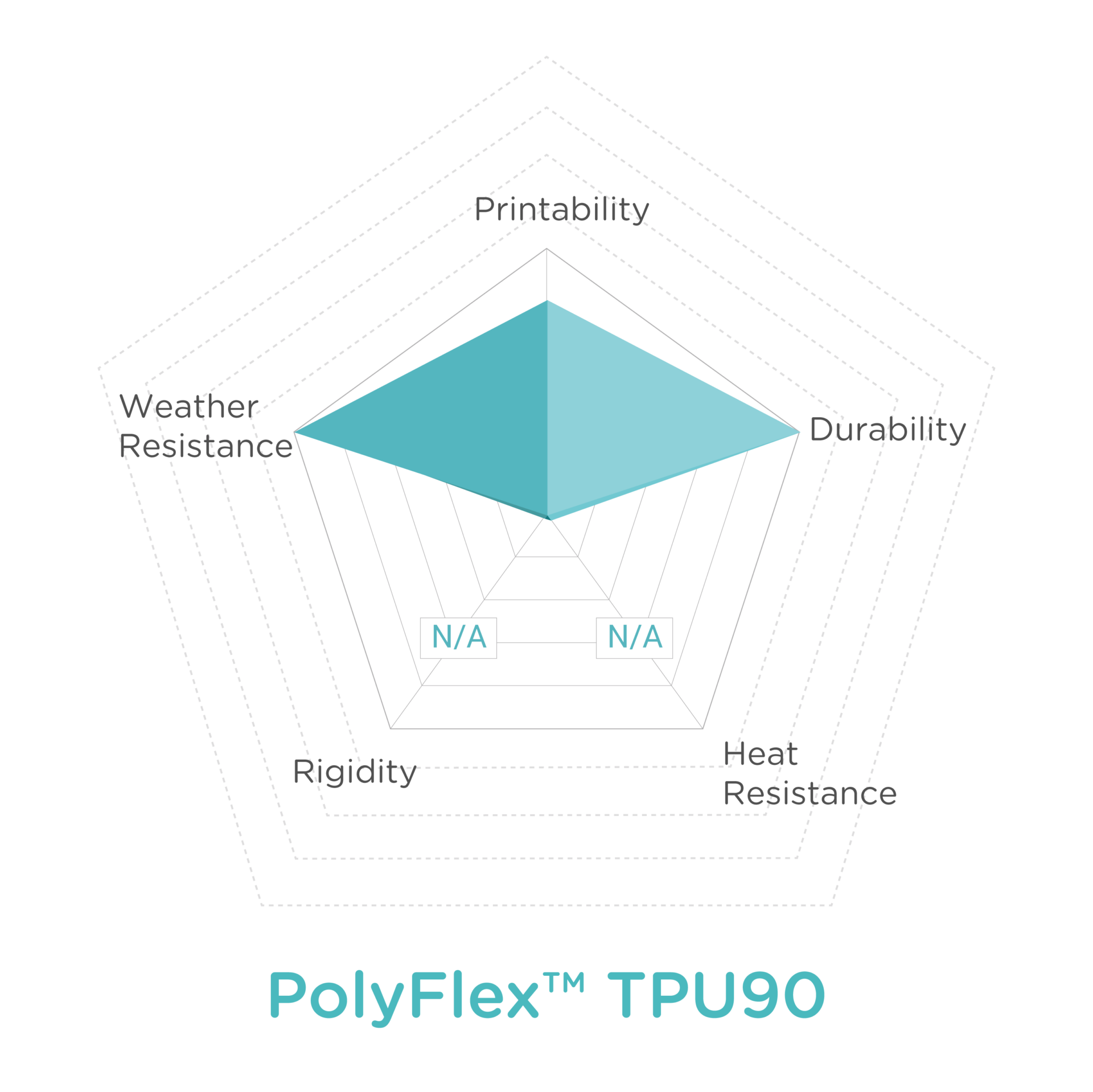
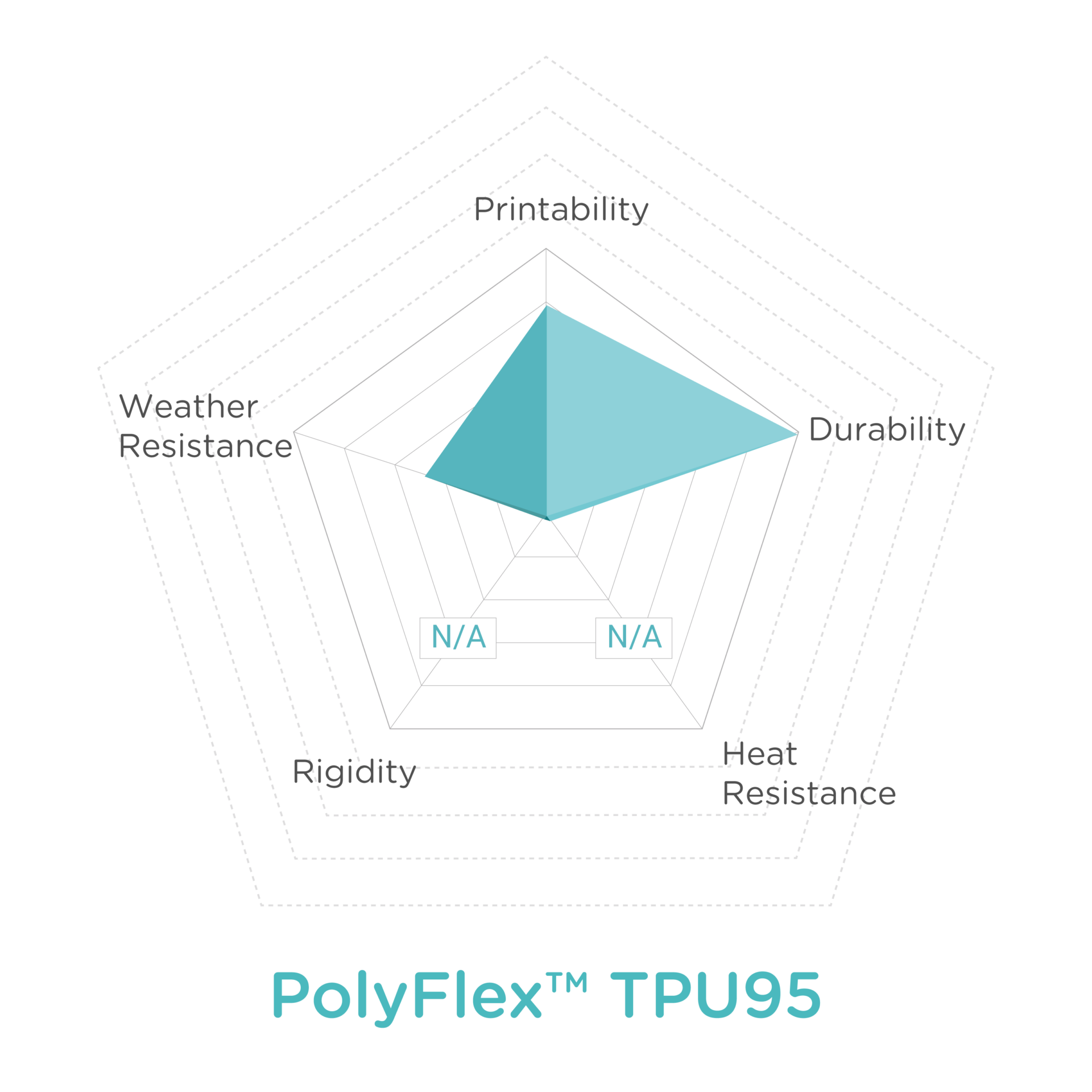
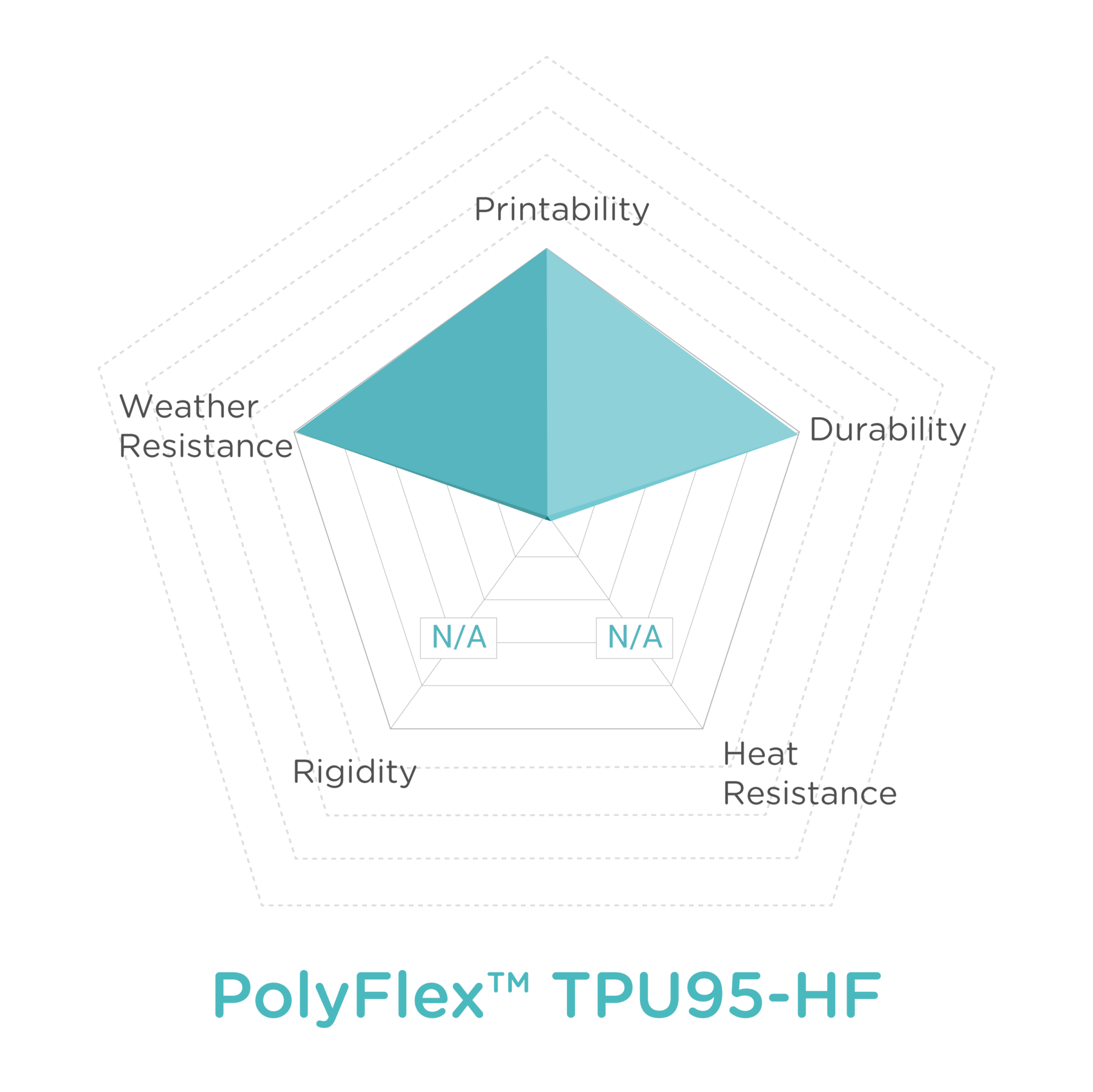
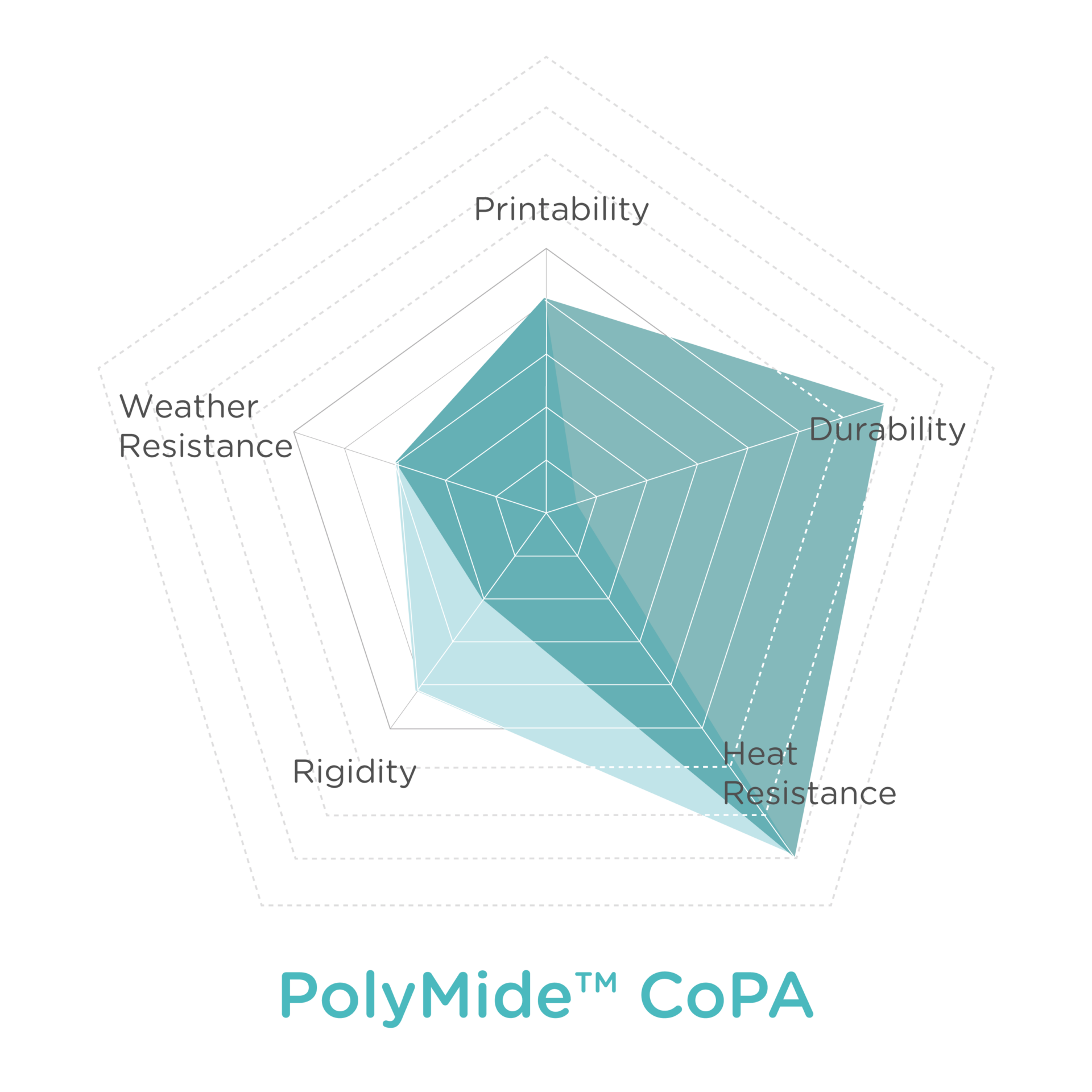
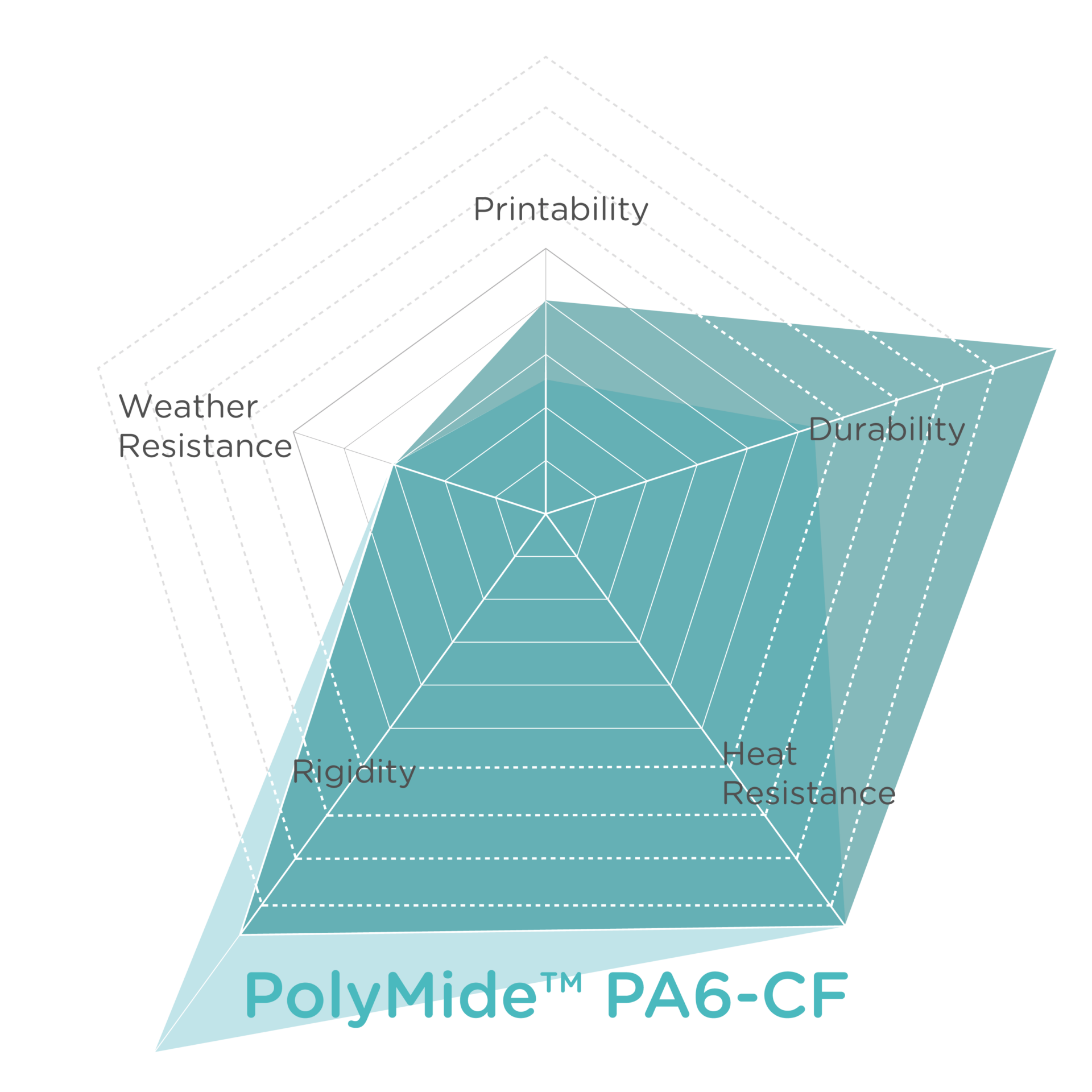
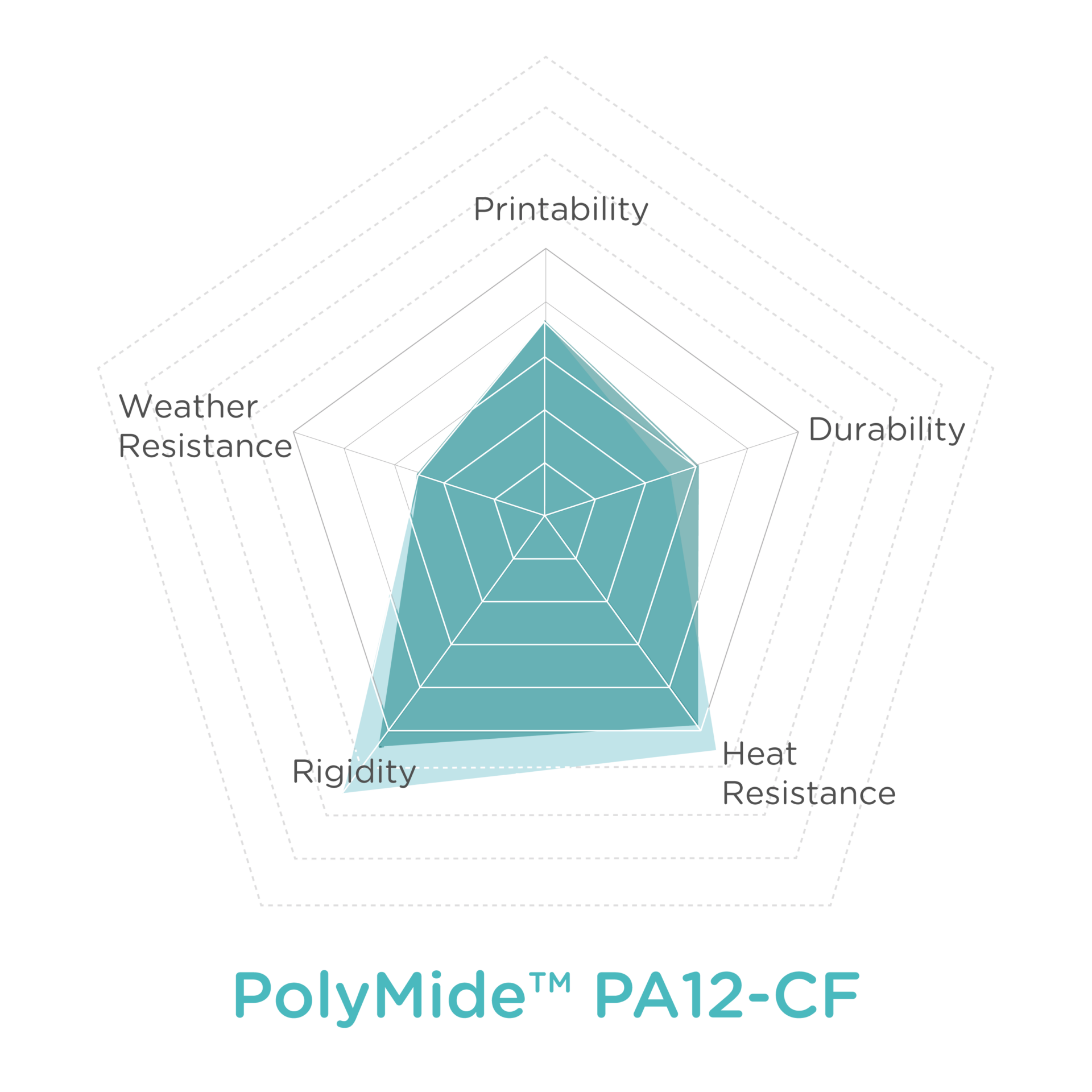
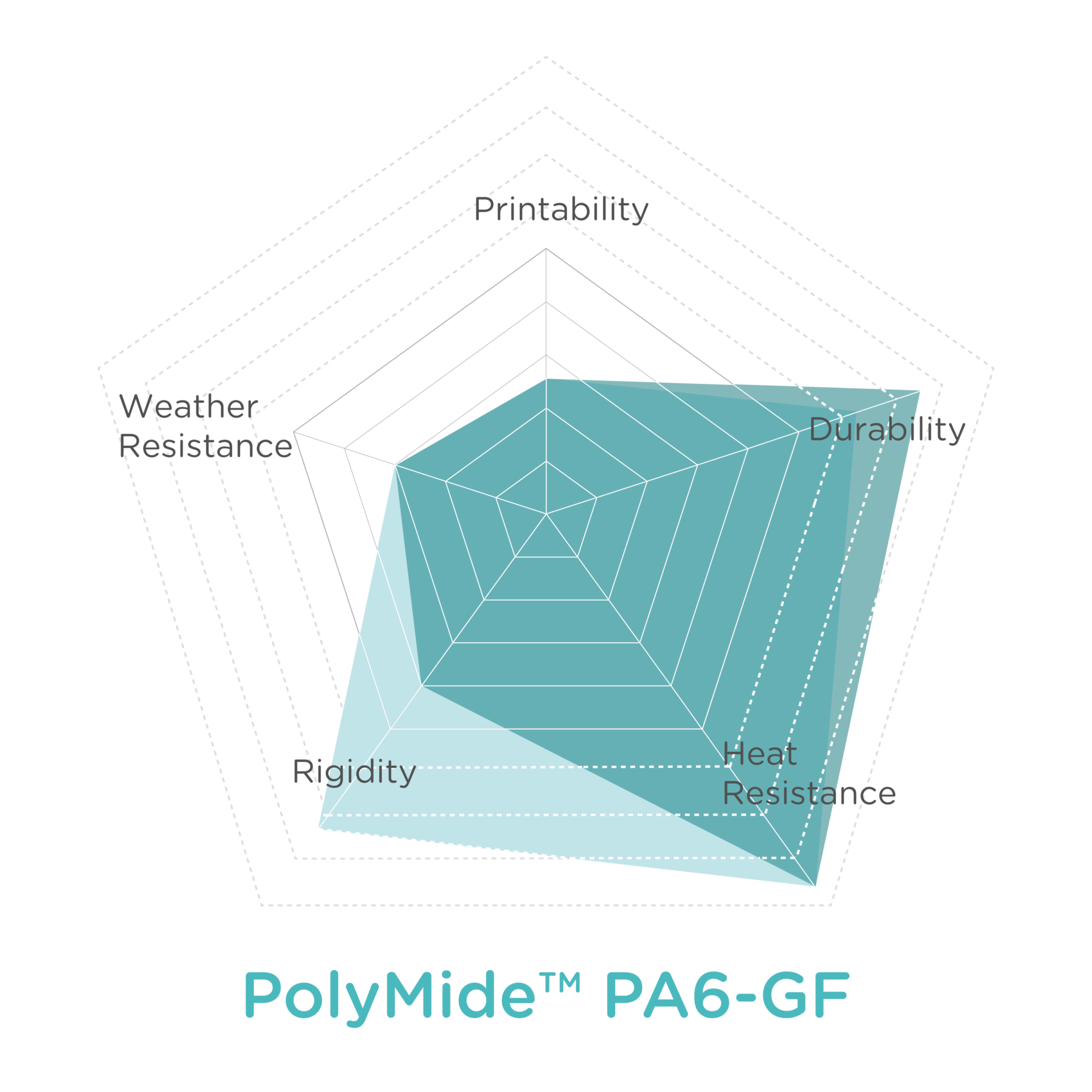
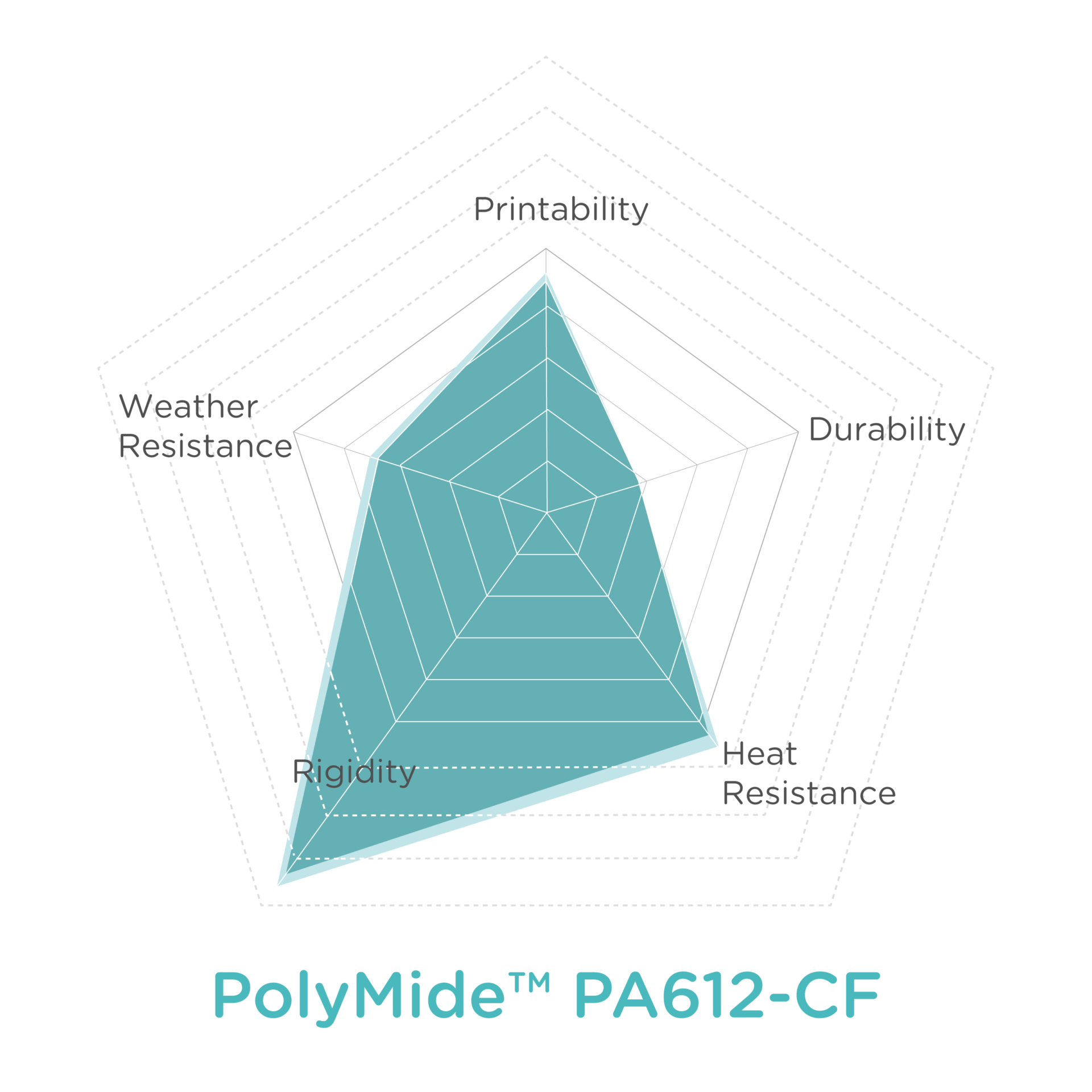
Printability
The printability of the material is defined by its ease of use and equipment required.
Rigidity
The rigidity of the material is defined by its modulus:Young’s modulus
ISO 527, GB/T 1040.
ISO 527, GB/T 1040.
Heat Resistance
The heat resistance of the material is defined by its VST: Vicat Softening temperature
ISO 306 GB/T 1633.
ISO 306 GB/T 1633.
Weather Resistance
The weather resistance of the material is defined by its UV resistance. The data provided is currently an estimation.
Durability
The durability of the material is defined by its resistance to impact:Charpy impact strength
ISO 179, GB/T 1043.A
ISO 179, GB/T 1043.A
*PolyMide™ PA6-CF and PolyMide™ PA6-GF heat resistance are defined by their HDT: Heat Deflection Temperature
ISO 75 0.45 MPa.
ISO 75 0.45 MPa.
