



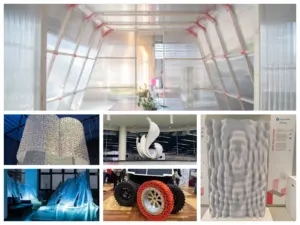
Three personalities, one week in Milan
-
Royals collection by IAMMI Studio - delicate, jewelry-like lampshades printed in PolyCore™ PETG-1000. The translucent finish makes light the narrator; if your project lives or dies by clarity and controlled diffusion, 1000 is the grade that delivers.
-
Lithic Flow Divider by Caracol AM, a parametric architectural wall with an authentic marble finish, straight out of the extruder. The secret is PolyCore™ PETG-1113 Marble, which gives you genuine stone aesthetics without compromising the structural performance and printability of glass-filled PETG. No post-finish tricks — the marble is in the material itself.
-
Ginger Pavilion nodes by Sina Lüder, reusable, material-efficient connectors printed in PolyCore™ PETG-1312. These nodes form a fully functional structure, proving that medium-format LFAM can deliver the detail, strength, and dimensional stability that real construction demands.
Architectural-scale statements, Suzhou and Shanghai
-
Sérac 凌川 indoor partition by Dr. Dasong Wang - now standing permanently in our Suzhou R&D center- is a masterclass in material pairing. The load-bearing base uses PolyCore™ PETG-1113 (30% glass fiber) for rigid folded strength, while the upper translucent volume exploits the high transmittance of PolyCore™ PETG-1000 to turn glacier-like topology into light-filled space. Two materials, one seamless experience.
-
Origin of Huangpu magnolia sculpture by Flash - blooming inside Shanghai’s busiest metro station, this public artwork was fabricated with PolyCore™ PETG-1312. For medium-format projects where complexity, scale, and deadline collide, PETG-1312 is formulated to remove the usual trade-offs: clean retraction, dramatically reduced warping, and a surface finish that cuts post-processing down to size.

And then there’s the rover tire bound for Antarctica

From Bottle to Breakthrough
PolyCore™ PETG-1000 R85 — 85% PCR Pellets for Sustainable LFAM
Plastic bottles drifting in the ocean, packaging buried in landfills, containers tossed on the streets - these are the consequences of nearly 400 million tons of plastics produced every year, almost half of which are single-use[1]. The call to reduce the use of virgin plastics and embrace circular solutions has never been louder.
Polymaker’s PolyCore™ PETG-1000 R85 answers this call. Made with 85% post-consumer recycled (PCR) content, this pellet-based material turns discarded plastics into premium feedstock for LFAM/FGF. It delivers a practical path to circular manufacturing—combining reliability in printing with a unique visual character.

Figure 1 | PETG-1000 R85 Pellets and Printed Parts
________________________________________
What is PCR?
Post-Consumer Recycled (PCR) plastics come from everyday items that have already been used — such as beverage bottles, food packaging, and household containers. Once collected, cleaned, and reprocessed, they are transformed into high-quality raw materials — turning waste into resources and reducing dependence on virgin plastics.
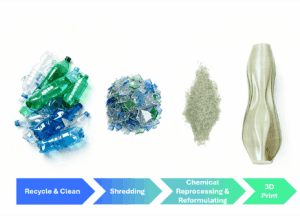
Figure 2 | PETG-1000 R85’s Full Lifecycle: From Recycling to Printing
________________________________________
Bottles Reborn, Carbon Reduced
PolyCore™ PETG 1000 R85 is formulated with 85% PCR content from single-use, consumer PET beverage bottles sourced from municipality waste. By using advanced chemical recycling, the bottles are broken down and rebuilt into consistent, high-performance 3D printing pellets.
What does this mean for the environment?
A typical 500 ml PET bottle weighs about 20–25 g, so each kilogram of PETG-1000 R85 brings approximately 40 single use plastics bottles back into circulation and out of the landfill
The material is also certified under the Global Recycled Standard (GRS) — the leading international benchmark for recycled content, traceability, and responsible production. Since 2008, GRS has set the global framework for credible sustainability claims. For PETG-1000 R85, this means every stage—from sourcing recycled raw materials to final manufacturing—meets strict standards for transparency, environmental performance, and social responsibility.

Figure 3 | Global Recycled Standard (GRS) Certificate[2]
_______________________________________
Reliable Printing × Expressive Design
In practice, PETG-1000 R85 offers smooth extrusion and consistent melt flow, making is suitable for a variety of pellet printer sizes and screw types / dimensions.
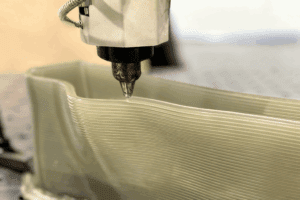
Figure 4 | Smooth Extrusion and Printing with PETG-1000 R85
Beyond performance, the material’s semi-transparent pale green hue shifts naturally with varying thicknesses flowing from airy translucence to rich, vibrant tones. This dynamic character makes it especially powerful in artistic and architectural applications: the fluid curves of custom furniture, the shifting glow of façades, or the layered translucency of installations all gain a sense of vitality and movement through this material.
________________________________________
Partners Voices
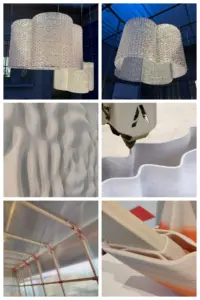
“PETG-1000 R85 brings a sense of breath to sustainable design. Its translucent quality and natural tone create an organic rhythm in our installations.” — TRASHAUS

Figure 5 | Indoor Designs Series by TRASHUAS
“This material has reshaped how we think about recycled plastics. It’s not only sustainable but also visually captivating—the subtle green glow instantly transforms a space.” — Argenta

Figure 6 | Installation Art ‘Spine’ by Argenta
________________________________________
A Step Toward Sustainable Manufacturing
With PolyCore™ PETG-1000 R85, Polymaker proves that recycled materials can deliver both reliable printing performance and distinctive aesthetics. More than just a product, it represents a step forward in our sustainability journey. Looking ahead, we will continue expanding the role of PCR content across more materials, guided by global standards like GRS, to unlock new circular possibilities within Large format additive manufacturing.
________________________________________
Request a Free Sample of PolyCore™ PETG-1000 R85 Pellets
(Not Filament)
📩 More requests, product details, or orders, contact: [email protected]
________________________________________
[1] Source: United Nations Environment Programme (UNEP). Drowning in Plastics – Marine Litter and Plastic Waste Vital Graphics. Report, 2021.
[2] It should be noted that JF Polymers (Suzhou) Co., Ltd., shown on the certificate, is the registered company name of Polymaker.
July 2025 — Polymaker, a global innovator in 3D printing materials, proudly announces its latest pellet material, PolyCore™ PETG-1113 Marble. This material artfully combines a marble-effect masterbatch with PolyCore™ PETG-1113, a PETG pellet reinforced with 30% glass fiber. The result is a stunning matte, white finish decorated with naturally dispersed with a speckled master batch, closely resembling real marble. This unique aesthetic makes PolyCore™ PETG-1113 Marble an ideal choice for visually demanding applications, such as indoor decorations, art pieces, sculptures, and high-end custom furniture, while still offering excellent printability and mechanical properties.

Figure 1 | Product Showcase: PolyCore™ PETG-1113 Marble Pellets and Printed Samples
Fused Granule Fabrication (FGF), also known as Large-Format Additive Manufacturing (LFAM), is becoming increasingly popular in interior design and furniture production. However, many current materials are limited in appearance, look overly plastic and fail to meet the market's growing demand for diverse colors and finishes.
Additionally, the process for requesting a custom finish or blending a masterbatch on site can be a timely and costly process, further limiting the use of LFAM/FGF technology within these applications.
To address this challenge, Polymaker has developed PolyCore™ PETG-1113 Marble. A pellet delivering a marble-like texture straight out of the extruder with no post-processing required and achieving both visually and tactilely appealing results.

Figure 2 | Application Example: Fuyao Chair Printed with PolyCore™ PETG-1113 Marble
(Designed by Geobuild)
Feature above is the ‘Fuyao Chair’ designed and printed by Geobuild, a 3D printing company specializing in architecture and design. After successfully printing using PolyCore™ PETG-1113 Marble, it gained significant attention at the TCT Asia 2025.
Geobuild stated, "During our use of PolyCore™ PETG-1113 Marble, we were impressed by its elegant appearance and excellent printing performance. The material's marble-like finish not only provided us with more possibilities in design but also gave our work a convincing high-end feel and visual appeal. We look forward to exploring more applications in future projects."
In addition to its aesthetic qualities, PolyCore™ PETG-1113 Marble offers impressive CNC milling performance. Specifically, when machined, the printed parts minimizes material buildup on cutting tools and produces a smooth, polished surface, further highlighting the marble effect. This finishing option allows users to further enhance the marble-like appearance of their designs.
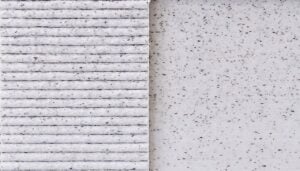
Figure 3 | CNC Finishing Comparison: Before and After for PolyCore™ PETG-1113 Marble prints
Moreover, PolyCore™ PETG-1113 Marble excels in printability. It offers excellent extrusion quality, strong dimensional stability, and a broad printing window (layer time range), all of which ensure high success rates across various geometries and printing environments.
From a mechanical perspective, the 30% glass fiber reinforcement provides significant strength and toughness, along with excellent interlayer bonding, balancing both decorative appeal and functionality.

Figure 4 | Application Example: Vases Printed with PolyCore™ PETG-1113 Marble
The launch of PolyCore™ PETG-1113 Marble represents a significant advancement in enhancing LFAM/FGF technology for interior design and home furnishings. At Polymaker, we believe in innovation and PETG-1113 Marble demonstrates a pioneering finish whilst retaining optimal printing performance. Looking ahead, Polymaker will continue to explore more aesthetic options to create even better solutions.
PETG-1113 Marble Is Now Available.
Sign up to get a sample.
By filling in this form, you are requesting a pellet sample (not filament!).
For more information or technical details, please contact us at [email protected].
Order now to discover the aesthetic difference that PolyCore™ PETG-1113 Marble can bring to your projects!
Polymaker's FGF/LFAM Business Development Manager, Deborah Claxton, recently visited Krauss Maffei, our partner, to learn about the powerPrint System and how it utilizes pellet materials. With almost 190 years of experience, Krauss Maffei is a leading manufacturer of machinery and systems for the production and processing of plastics and rubber. The company has consistently been at the forefront of innovation, specializing in technologies such as injection molding, extrusion, and reaction processing. Now, Krauss Maffei is elevating its offerings by integrating new additive manufacturing solutions.
The powerPrint System: Revolutionizing Large-Scale 3D Printing
The powerPrint system represents KraussMaffei’s significant leap into the additive manufacturing arena. This gantry-based, large-scale 3D printer is meticulously designed to deliver high-quality, repeatable production, addressing longstanding challenges in the industry such as warping and adhesion failures.

Key Features:
- Advanced Extrusion Technology: The heart of the powerPrint system lies in its specially designed extrusion unit. Featuring a longer screw length for homogeneous melting, the unit ensures precise control over material flow and temperature, resulting in consistent, high-quality prints.
- Thermal Management: Equipped with a thermally isolated housing and heated print table, the system minimizes the risks of warping and adhesion issues.
- Process Stability: With advanced temperature control and optimized material flow, the system guarantees consistent results across multiple production runs, even in demanding industrial applications.
An Example Case Study with Pellet Material from Polymaker
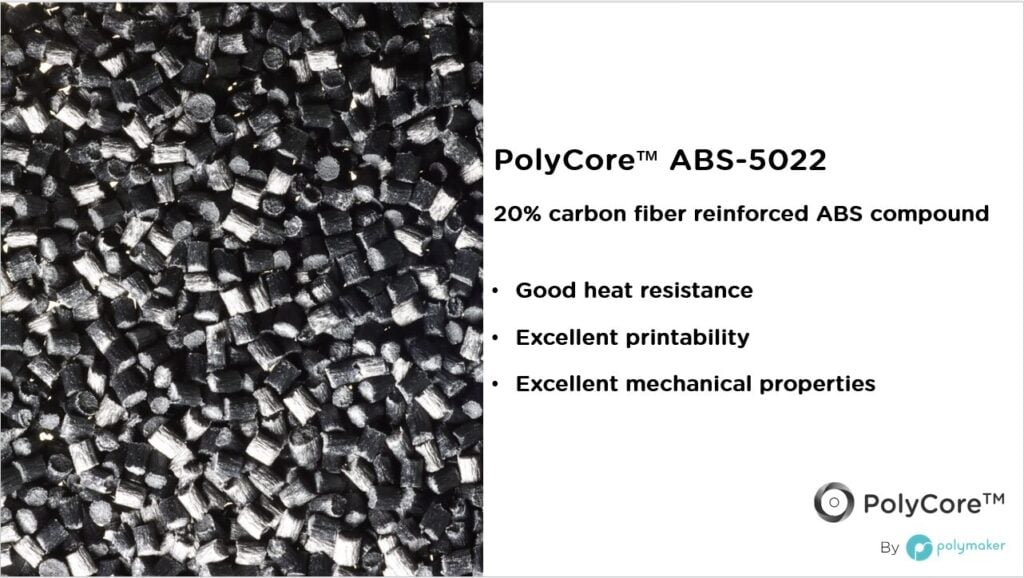
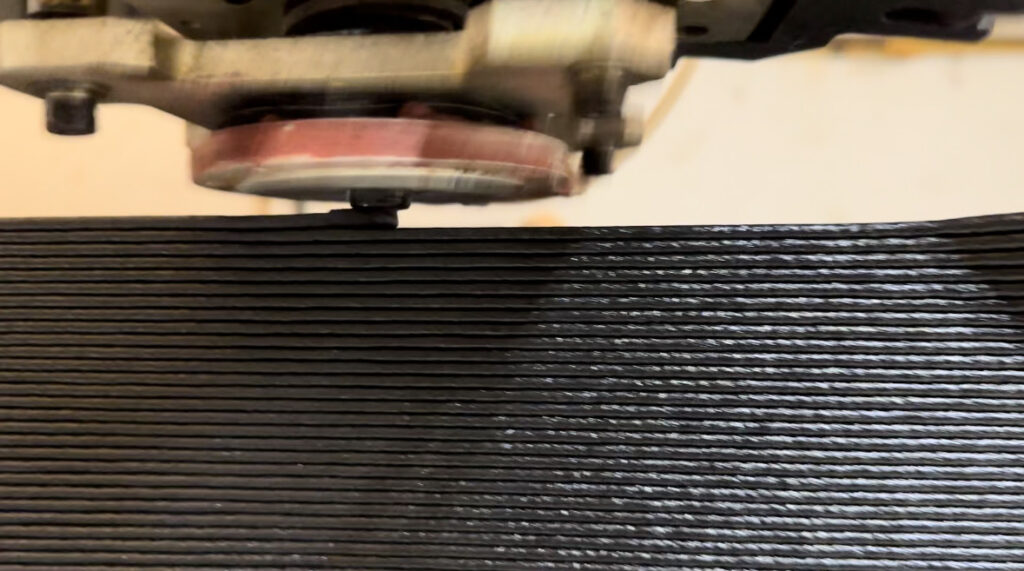
To demonstrate the optimal performance of this system, Krauss Maffei collaborated with Polymaker to produce a thin-walled part used in the automotive and white goods industry. This part was printed with PolyCore™ ABS-5022 (20% carbon fiber reinforced ABS compound pellet). This carbon fiber reinforced material offers increased stiffness, strength and resistance to deformation under pressure. This partnership highlighted the system's ability to achieve rapid production with reduced costs while maintaining high mechanical integrity. By enabling simultaneous printing of multiple parts, followed by precision finishing, Krauss Maffei showcases its ability to streamline workflows and reduce lead times significantly. The use of PolyCore™ ABS-5022 allows for reduced layer times and cost-effective production while maintaining the mechanical properties comparable to traditional manufacturing methods.

Case Study Details:
Weight: 0,543 Kg
Dimensions: 520 x 310 x 4,5 mm
Printing System: Krauss Maffei powerPrint
Printing by: KraussMaffei Technologies GmbH
Printed with: PolyCore™ ABS-5022
"Using Polycore™ ABS-5022 allowed us to achieve high-quality, large-scale parts with reduced layer times and cost-effective production. Its material properties closely match those of traditional manufacturing methods like injection molding, making it ideal for automotive and white goods applications. This case study demonstrates how additive manufacturing can transition from prototyping to pre-series production with confidence." – Michael Helneder, Head of Customer Success Krauss Maffei
Looking Ahead: Future Innovations
Krauss Maffei’s vision for additive manufacturing extends to the introduction of an industrial robot-based system. Set to debut at the JEC show in Paris in 2025, this system will enable multi-dimensional printing, unlocking new possibilities for complex geometries and non-planar designs. By integrating data tracking and advanced polymers into its solutions, Krauss Maffei continues to set new benchmarks for quality and efficiency.
The company’s ongoing partnership with Polymaker at events like TCT Asia 2025 further emphasizes its focus on addressing industry challenges through innovation and collaboration.
Conclusion
Krauss Maffei’s foray into additive manufacturing with the powerPrint system demonstrates its dedication to innovation and industry leadership. By combining cutting-edge technology, customer-focused services, and strategic partnerships, the company is well-positioned to shape the future of large-scale additive manufacturing.
Learn more about Krauss Maffei
Learn more about Polymaker’s pellets: PolyCore™ - Polymaker

Polymaker is thrilled to announce the launch of PolyCore™ PC-7413, a cutting-edge pellet-based material made from 30% glass fiber reinforced polycarbonate (PC). This advanced material is specifically engineered for medium-temperature (80 °C - 120 °C) composite mold applications, an area that has rapidly evolved in recent years through the adoption of fused granule fabrication (FGF), also known as Large-Format Additive Manufacturing (LFAM). By leveraging FGF/LFAM, manufacturers achieve significant reductions in lead time and production costs.
“Over the past few years, producing large molds has rapidly become the most popular application of FGF/LFAM. PolyCore™ PC-7413 combines exceptional printability with cost-effectiveness to set a new benchmark in mold manufacturing.” Stated Raymond Huang, Director of Polymaker’s FGF Business.

Figure 1 | A mold was printed with PolyCore™ PC-7413
Key Features and Industry-Leading Capabilities
PolyCore™ PC-7413 boasts numerous advantages, making it an outstanding choice for medium-temperature composite mold applications.
- Excellent Heat Resistance: With a heat deflection temperature (HDT) of 136 °C at 1.82 MPa, PolyCore™ PC-7413 is ideal for autoclave curing processes up to 120 °C.
- Exceptional Printability: The glass fiber reinforcement minimizes warping during printing, and its finely tuned rheological behavior ensures smooth extrusion and excellent layer adhesion.
- Cost Effectiveness: PolyCore™ PC-7413 offers a cost-effective alternative to traditional carbon fiber reinforced materials, making it perfect for companies scaling up production without compromising on performance.
The material's performance was validated through a real-world case in which an aerospace-grade mold was successfully produced and subjected to additional rigorous testing. The mold met strict requirements for dimensional tolerance (± 0.2 mm) and airtightness, confirmed by high-precision laser scanning and vacuum tests. These results demonstrate the material’s exceptional heat resistance, strength, and dimensional stability, underscoring PolyCore™ PC-7413 as an ideal choice for composite mold applications.

Figure 2 | The mold and carbon fiber part after autoclaving

Figure 3 | Dimensional inspection result of the mold after autoclave curing
A Collaborative Success with Helio Additive
Beyond PolyCore™ PC-7413’s inherent material properties, we believe that the printing process, optimized by Dragon was also a critical factor in achieving the complete mold validation. By using a thermal history simulation for each voxel, Dragon’s optimization achieved a more uniform thermal distribution across the mold, reducing internal stress and enhancing layer adhesion. This process refinement contributed to the mold’s dimensional stability and airtightness, leading to a successful "First Time Right Print" with a 38% reduction in printing time.

Figure 4 | Optimization report from Dragon
“Materials are at the heart of what makes large format additive manufacturing powerful. Collaborating with Polymaker allows us to use the full power of Dragon with state-of-the-art materials to develop solutions for composite tooling.” Stated David Hartmann, CEO of Helio Additive
See PolyCore™ PC-7413 at Formnext 2024
Polymaker invites you to explore the capabilities of PolyCore™ PC-7413 and see firsthand how this new material can transform your manufacturing processes. Visit our booth at Formnext in Hall 12.1, Stand C21 to learn more.
For more information, or to explore how PolyCore™ PC-7413 can benefit your production, contact us at [email protected].
In recent years, continuous innovation and progress in 3D printing technologies has led to an increase of applications in the architecture industry. Compared to traditional building molds using wood or steel, 3D printed molds only require inputting the design into 3D printing software to produce the final mold or shape. This is one of the clear advantages of using 3D printed molds for construction because of its efficiency and sustainability.
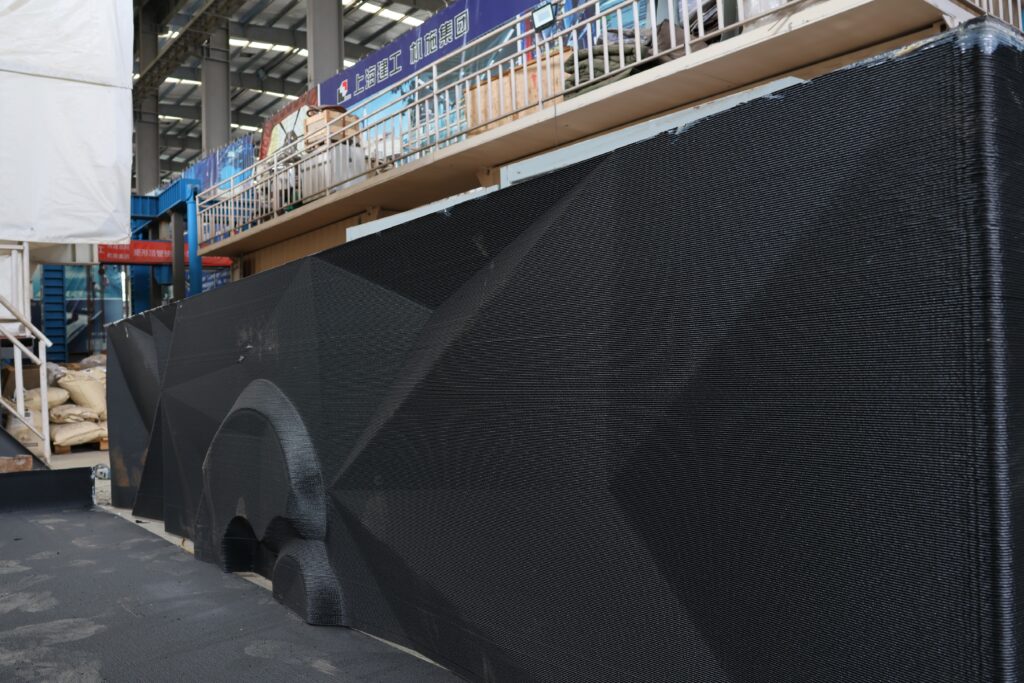
PolyCore™ ABS-5012, a PolyCore™ pellet, was selected as the material of choice for printing a mold for a custom concrete wall. This cost-effective, 20% glass fiber reinforced ABS compound material is ideal for 3D printed molds and tools used in a low-temperature ranges (ambient up to 80℃). By utilizing this material for mold printing and leveraging the large size and high precision of 3D printing technology, we created a 5m(L)*0.4m(W)*2m(H) branding wall for Polymaker.

This article will reveal the step-by-step process of building this wall with PolyCore™ ABS-5012.
Initially, the designers went beyond the usual design constraints of traditional molds and createed a multi-faceted pattern, incorporating the Polymaker logo, thus utilizing the creative freedoms provided by using 3D printed technology.


For the next steps, the mold designs were printed and processed, taking a total of 16 hours. After printing, the final full-scale form was cut into four parts and the inner surface underwent additional post-processing to ensure a smooth concrete cast finish.

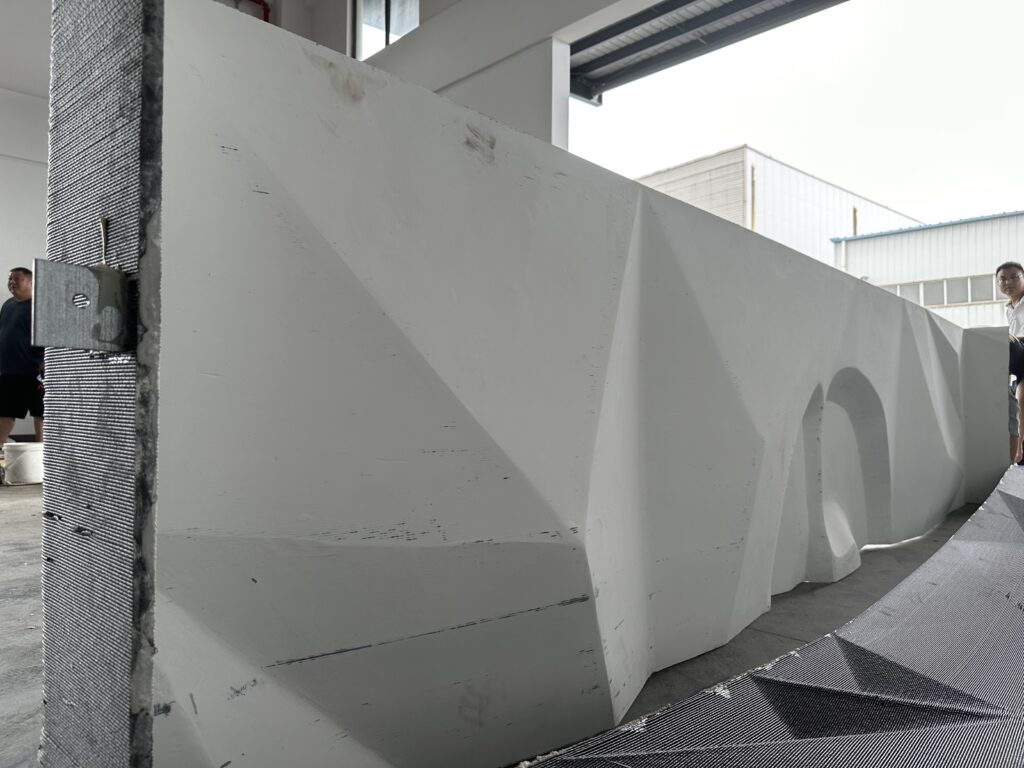
The mold components were then assembled using bolts, while an external support structure was assembled to facilitate a stable concrete pouring process.



Finally, the concrete pouring and demolding stage commenced. This phase involved constructing a reinforcing mesh structure inside the 3D printed form, pouring in C30 concrete, allowing it to air-dry, and then demolding and coloring the structure.



The end result was a branded wall with the Polymaker logo, which then went on to win the TCT Asia Best Application Award - Industrial Product Applications in 2024.


Through innovative research and development, Polymaker continues to enhance the stability and durability of its materials, particularly pellets, for construction applications. This aids in achieving a higher level of design freedom, shorter lead times, reduced production costs, and a lower carbon footprint in the manufacturing process.
It is anticipated that 3D printed buildings will become a key driver in the construction industry's development in the near future, delivering marvelous designs through this new additive manufacturing method, fostering innovation across the board.
SHANGHAI, May 6, 2024 - Polymaker recently won the TCT Asia Best Application Award - Industrial Product Applications for its pellet product, PolyCore™, in the 3D printing of architectural stencils. This honor not only recognizes Polymaker's innovation and excellence, but also its continued leadership in the 3D printing industry.

With the continuous innovation and advancement of 3D printing technology, utilizing the advantages of 3D printing's high precision and large size, PolyCore™ was selected as the product range to produce a 5m(L)*0.4m(W)* 2m(H) brand wall for Polymaker.
Polymaker collaborated with Shanghai Mechanized Construction Group, a subsidiary of Shanghai Construction Group (SCG) and Shanghai Kuying Technology Co., Ltd. to develop and print this wall.
The design of the wall features the Polymaker logo and a multi-faceted pattern, which demonstrates the strength and advantages of 3D printing when implementing creative design ideas in the construction Industry.

The completion of this wall is of great significance. SCG said: “The application of 3D printing technology in large scale shaped concrete formwork will revolutionize the speed and accuracy of manufacturing such as molds in municipal and construction projects. Compared with traditional molds, 3D printing technology effectively reduces the manufacturing cost and construction time, and promotes the transformation of traditional construction to digitalization, industrialization, intelligence, and low-carbonization.”
It is a significant achievement for Polymaker to be recognized at TCT Asia (The most influential additive manufacturing event in Asia) and to be awarded the Best Application Award - Industrial Product Applications, further reinforcing Polymaker’s position and portfolio within the construction field. Detailed information about this case, please click "Architecture Molding Case Printed with PolyCore™".

“We are extremely honored to win this award at TCT Asia this year. It not only recognizes our team's unremitting efforts and continuous innovation, but also brings new insights to the construction industry. Polymaker has been a pioneer in applying 3D printing to the construction field, providing a variety of pellet products for the construction industry including indoor design and outdoor construction, and successfully creating projects such as Taopu Central Park Bridge in Shanghai, China, the “Liuyun Bridge” in Chengdu,China, and Namthaja’s Rakah Roundabout Sculptures. In the future, the brand will also continue to devote itself to technological innovation and product optimization to bring more intelligent manufacturing possibilities to the construction industry and make buildings glow with the beauty of intelligent manufacturing.” Polymaker CEO Dr. Luo Xiaofan said.
In addition to the Best Application Award - Industrial Product Applications, Polymaker was also honored as a “10 Years Exhibitor” on the occasion of the 10th anniversary of TCT Asia. This honor represents Polymaker's longstanding partnership and close relationship with TCT Asia, as well as the brand's continued contributions to the 3D printing industry.

In the future, Polymaker will continue to uphold the spirit of excellence and innovation, expanding the boundaries of the additive manufacturing field, providing customers and partners with superior solutions, and ultimately advancing the development of additive manufacturing technology.
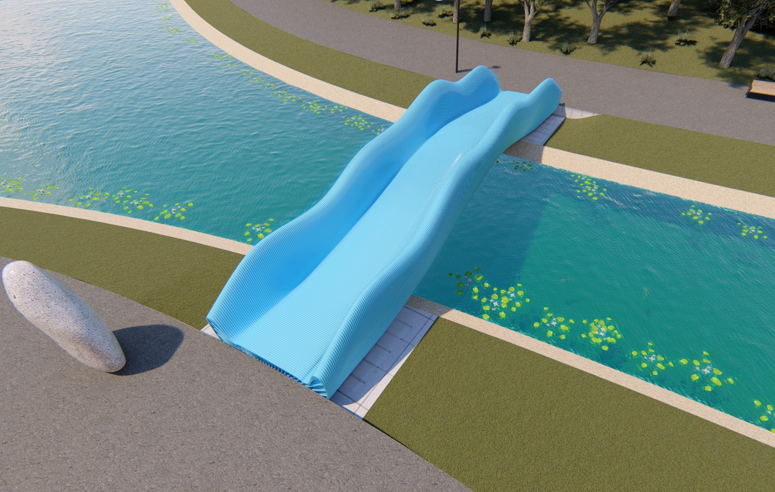
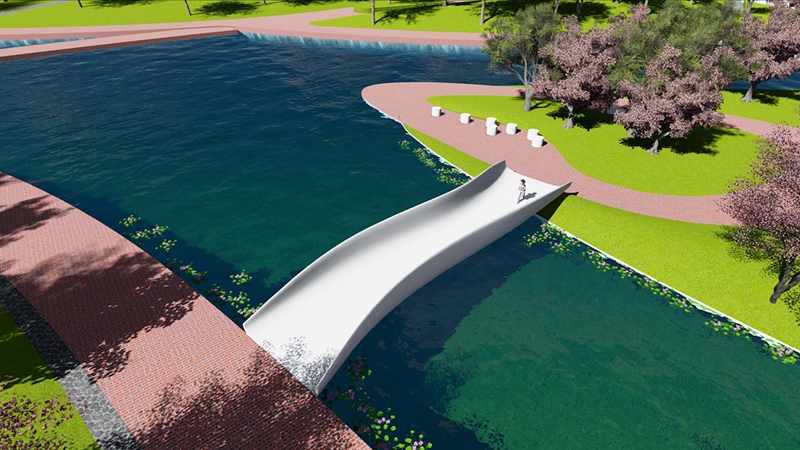
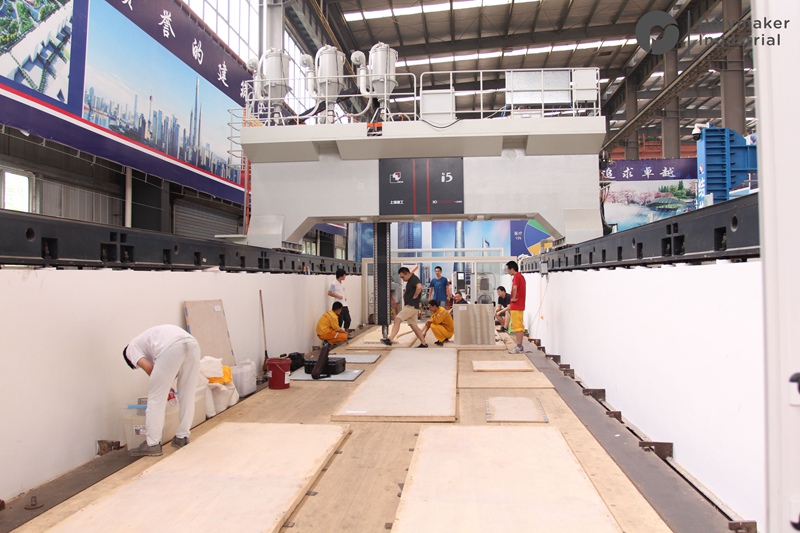
Polymaker unveiled the "Liuyun Bridge", a 3D printed polymer bridge built jointly by Shanghai Construction Group Co., Ltd., Polymaker, and Shanghai Kuying Technology Co., Ltd., in Yimahe Park, Longquanyi District, Chengdu in 2021. Inspired by the free-flowing shape of the stagecoach and dancing silk, “Liuyun Bridge” achieves bold innovations in landscape design using new technology and materials unlike ever before while managing to overcome many obstacles in the 3D printing process. Polymaker was largely responsible for the conception and completion of this project, providing the materials and spearheading the exploration of landscape bridge design.

The printing process of "Liuyun Bridge"
Innovating on the printing process, the “Liuyun Bridge” takes advantage of Polymaker’s materials and creatively employs new technology to complete its construction not only quicker, but also with higher quality. The bridge manages to shorten its construction period using the Kuying Tech’s 5-Axis Milling and Additive Manufacturing Integrated Machine (BGAM), which allows for uninterrupted 3D printing to continuously occur at all hours of the day without any manual interaction, finishing the printing of “Liuyun Bridge’s” main components in only thirty-five days.
Polymaker guarantees the bridge’s stability and safety for years to come with their polymer pellets PolyCore™ ASA-3012, a material with excellent anti-aging. Another new method used to improve the printing process, closed-loop printing ensures there are minimal deformations by monitoring the temperature of the material during the printing process. The “Liuyun Bridge” consumes several tons of materials to finally complete its construction by printing segmented components to be assembled on site. Heavily dependent on Polymaker and their materials, “Liuyun Bridge” is a one-of-a-kind landscape bridge that only found its success through Polymaker.

A tremendous feat for 3D printing like the “Liuyun Bridge” never could have been accomplished without the collaboration between Shanghai Construction Group Co., Ltd., Polymaker, and Shanghai Kuying Co., Ltd. The actual design for the bridge was a product from both Shanghai Construction Group Co., Ltd. and Polymaker while Shanghai Kuying Co., Ltd. was responsible for the technology that let the material reach its fullest potential, crafting the bridge’s components with few errors and in an extremely short amount of time. However, Polymaker’s PolyCore™ ASA-3012 laid the foundation for this incredible achievement in 3D printing as the material made the design feasible in reality and continues to support its everyday use.

Materials used for “Liuyun Bridge”
The “Liuyun Bridge” used many new methods specific to Polymaker’s material to expand on the bridge’s performance. As the optimal material for the bridge, PolyCore™ ASA-3012 has mechanical properties suited for outdoor use and works specifically for large 3D prints, enhancing their dimensional stability and interlayer adhesion. Currently, most additive manufacturing technologies result in residual stress and warpage when using the fused deposition molding process. However, “Liuyun Bridge” incorporates a multi-factor analysis method, controlling ambient temperature and the three-stage melting of materials with different parameters like temperature, glass transition temperature, and single-layer printing time, to prevent any warping or deformations caused by rapid cooling.
During the printing process, heating the workspace before and after printing strengthens the layer-by-layer adhesion of the 3D printed materials, further reducing any possible problems with the printed components. Allowing the design of “Liuyun Bridge” to be fully realized, the high-precision five-axis CNC processing system of Kuying’s BGAM removes the typical margin of error reserved for printing deformations and heightens the accuracy of segmented printing components. With Polymaker’s PolyCore™ ASA-3012 being so advantageous, it solves many previous printing issues while still bolstering “Liuyun Bridge’s” stability and structure.
“Liuyun Bridge” is not the first bridge to use 3D printing technology though. Polymaker has worked in the construction of a few other 3D printed bridges, both at home and abroad, to realize new breakthroughs and accomplishments on each of their projects.
Polymaker’s 3D printed bridges in China
Shanghai Taopu Central Park Bridge
In 2019, China’s first composite landscape bridge was constructed in Shanghai Taopu Central Park by Shanghai Construction Group Co., Ltd., Polymaker, and Shanghai Kuying Technology Co., Ltd. As the first composite landscape bridge with one-time molding and a multi-dimensional curved surface, the Taopu Central Park Bridge breaks through the shackles of traditional bridge design and frees the landscape bridge to be more flexible and diverse in space. Like with “Liuyun Bridge”, the Taopu Central Park Bridge owes its conception and dynamic shape to Polymaker and their materials.
The printing process of this 3D printed landscape bridge went through nearly one hundred printing tests to be continuously optimized. The super-large gantry 3D printer, jointly developed by Shanghai Construction Group Co., Ltd. and Kuying Technology Co., Ltd., allows for more diverse printing of larger sizes while still improving the printing’s accuracy. The Taopu Central Park Bridge is also composed of Polymaker's PolyCore™ ASA-3012 material, so the bridge can withstand long-term exposure to the sun and rain.

Quanzhou Bridge
Polymaker installed China’s second 3D printed bridge in the ecological belt of Baiqi Lake in Quanzhou, Fujian in 2019 as the second collaboration between Shanghai Construction Group Co., Ltd., Polymaker, and Shanghai Kuying Technology Co., Ltd. Spanning 17.5 meters, the Quanzhou Bridge also uses Polymaker’s PolyCore™ ASA-3012 material for its body and drastically improves on the manufacturing time of traditional concrete grouting, completing its construction in only five weeks.
With the bridge’s manufacturing saving a considerable amount of time, it continues to compete with traditional grouting by providing strength that can withstand a pressure of two kilonewtons for each square meter, guaranteeing its ability to carry any amount of traffic. The Quanzhou Bridge utilizes a segmented design, unlike the Taopu Central Park Bridge, allowing its segments to be connected through a unique link mechanism to meet necessary mechanical requirements. Together, Polymaker's PolyCore™ ASA-3012 and the BGAM print the different components of the bridge to be assembled and painted for the finished construction, like with the printing process of the “Liuyun Bridge”.
The future of 3D printed bridges
Polymaker plays a role throughout the entire process of their 3D printed landscape bridges, covering many different facets from modeling, construction, and conception to data design. 3D printing technology truly emphasizes the "link of artistic inspiration with the power of science and technology" by pushing both sides to reach a product that stands above expectations. Polymaker’s application of 3D printing technology in landscape design greatly expands opportunities for technological innovation and exploration in the industry.
With 3D printing technology only continuing to grow, it has become an important consideration in constructing footbridges and large-sized printing quicker, with more cost effectiveness, and in a sustainable manner. Large-sized printing solutions are becoming more and more popular in different fields too, and Polymaker wants to fuel their growth by actively developing and producing materials that can bring ambitious projects to reality.
Without the material Polymaker has been creating, 3D printed bridges would never be as developed as they are now because Polymaker’s material not only provides the flexibility to meet any design’s needs, but also the strength to sustain the bridge for many years. Polymaker advances the world of 3D printing in more ways than only with their materials though. Their passion to push the industry and venture into unexplored territory has given 3D printing new capabilities and unimaginable possibilities.
Shanghai Construction Group Co., Ltd.:
Shanghai Construction Group Co., Ltd. is a leading enterprise in China's construction industry, ranking among the world's top 500 companies. Over the past sixty years, Shanghai Construction Group Co., Ltd. has repeatedly set records in the history of engineering construction in China and even in the world. It has contributed to many excellent projects in more than 100 cities across the country and in more than 30 countries and regions around the world. In recent years, Shanghai Construction Group Co., Ltd. has made every effort to promote national development, strengthen the synergy of the entire industry chain, and continue to form new commanding heights in business areas such as urban renewal, water conservancy, environmental governance, digital industrial construction, and construction services. They are now accelerating construction to become a widely acclaimed service provider for the whole life cycle of construction.
Shanghai Kuying Technology Co., Ltd.:
Shanghai Kuying Technology Co., Ltd. is a high-tech enterprise specializing in the research and development of super-large 3D printing solutions. The company adheres to the concept of "exploring future manufacturing methods" and is based on the innovative model of "integration of addition and reduction of materials, research and development of new materials, and intelligent control" in order to help manufacturing companies reduce costs and improve efficiency. The company’s existing intelligent equipment products include the Tech’s 5-Axis Milling and Additive Manufacturing Intergrated (BGAM), the high-speed pellet printer (SGAM), and the robotic additive manufacturing system (BRAM). These main products are widely used in architectural landscape, aerospace, shipbuilding, rail transit, energy, automobiles, medical products, and many other industries.
3D Printed Bridge & The Potential of Large Scale 3D Printing
The world's first 3D printed pedestrian bridge has now been installed in a Shanghai park serving as a physical landmark in the downtown park, as well as a landmark in large scale 3D Printing. The Bridge weighs in at 5,800kg, of which 12.5% are glass fibers that run through the material adding stiffness and toughness to the ASA-3012 3D printing material developed by Polymaker. The Bridge was printed in just over 30 days and is the first project to be completed by the Shanghai Constructions Group's new large format printer.



The printer has a current build volume of 144 meters cubed the majority of which is consumed by a 25m Y axis allowing for very long objects to be printed. This allows the construction group to venture into unchartered territories for extrusion-based 3D printing on a scale never witnessed before. As we've seen 3D printing penetrate almost every other industry it was only a matter of time until the construction guys got involved.
The pedestrian footbridge can take a load of 13 metric tonnes which equates to 4 people per square meter and the bridge is expected to operate for 30 years in the park. The material used to print the bridge is an acrylonitrile styrene acrylate reinforced with glass fibers and developed by Polymaker through their industrial range of materials. ASA-3012 was chosen as the material of choice due to its weather resistance and good mechanical properties. The addition of the glass fibers (12.5% by weight) adds both stiffness and toughness to the material while also lowering the coefficient of thermal expansion.

This means that when the material is heated and printed the expansion and contraction is much more controlled creating flat layers and eliminating internal stress within the material. The extruder on the 3D printer was developed by Coin Robotic who employed a tamping system to ensure all layers are completely level. The extruder is a pellet fed screw drive system with three heating zones, at the business end there is a 5mm nozzle which can pump 8kg of material per hour in 10mm layers.

Retaining heat on this scale proved to be a big issue in the testing phase of building this system, as it can take over 2 hours before the nozzle passes over the previous layer allowing the material to fully cool and crystallize reducing strength between the layers and producing a strong warp. This led Coin Robotic to add four industrial heat guns to their extruder system that bring the previous layer back up to heat prior to laying down a new layer, by raising the previous layer to the glass transition temperature it greatly increases the interlayer adhesion creating boosting the strength and eliminating the warping as the internal crystal structure can grow through the layers.

As development continues in large scale printing it made me wonder what role this technology could play on a grander scale, what if recycled plastics were repurposed to a 3D bridge instead of continuing the cycle of single-use plastic objects and ultimately ending up in our oceans. PETG used to create disposable drinks bottles is by far the most recycled plastic worldwide and shares many of its properties with ASA, what if we could repurpose the recycled plastic creating a long term solution to plastic waste. 3D printing large structures secures all the repurposed plastic in one place on land which is easy to manage, has a defined lifetime and can benefit thousands of people. While I'm always careful to dispose of my PETG bottles in the recycling bin, allowing the plastic to be turned into another single use bottle, how can I trust the next person will also recycle the plastic? Actually, by recycling the material I've given it another chance to end up in the wrong places, polluting our beaches and oceans. Imagine a third bin next to the current recycling and regular bins, called repurposing, a bin in which all materials are repurposed into long term 3D printed projects that can lock the plastic on land and benefit a huge number of people.




Footage of world's largest plastic 3D printer printing pedestrian bridge
Polymaker just released footage of Shanghai Construction Group’s 3D printer in the process of producing a pedestrian footbridge, which will take 30 days to complete as it will be 15 meters long and weigh 5,800kg. SGC has a reputation for going big as they built the second tallest building in the world, the Shanghai Tower. The 3D printer was built by Shenyang Machine Group and the extruder system was manufactured by Coin Robotic (who also built the bed), together totaling some $2.8 million in investment. Polymaker Industrial developed the ASA (acrylonitrile styrene acrylate) plastic for the print, a material chosen for its favorable properties of weather and chemical resistance, thermal stability, and toughness. To determine the best plastic for the job, Polymaker 3D printed a 5-meter version of the bridge with several different compounds before choosing AS100GF for its overall strength and printability. The bridge will be rated to hold 13 tons or four people per square meter, so strength is vitally important.
The plastic is 12.5% glass fibers by weight, adding strength and also reducing the warping effect that plagues large 3D prints. 3D Printing bigger isn’t as simple as just making a bigger printer because so much of 3D printing is related to heat retention and even heating, which becomes a trickier task the bigger the print/printer. In this case, the build chamber is 24 meters long, 4 meters wide, and 1.5 meters high, with a planned expansion to 3 meters high. That’s 144 cubic meters to keep heated, which is achieved by a large bellowed tent that moves with the gantry. The tent is heated to 38°C and blankets are placed on top of the print to slow the cooling process, allowing the polymer chains to relax without warping; the blankets also protect the print from dust. Yes, the build chamber is so large that technicians work inside the 3D printer while it’s operating to monitor the print and move the blankets.

But heating is only one 3D printing issue that’s exacerbated by increasing scale as there’s also layer levelness as well as bed and layer adhesion. For layers to bond well, they should be joined when they’re at a similar temperature; on this print, each layer takes several hours, so the previous layer has cooled significantly by the time the extruder comes back around for the next layer. The blankets and the glass fibers help slow this cooling, but the print head does a lot of work here by reheating the print with four 600°C hot air guns aimed around the extruder. The air guns ensure the print is always hot around where the extruder is working for maximum layer adhesion.

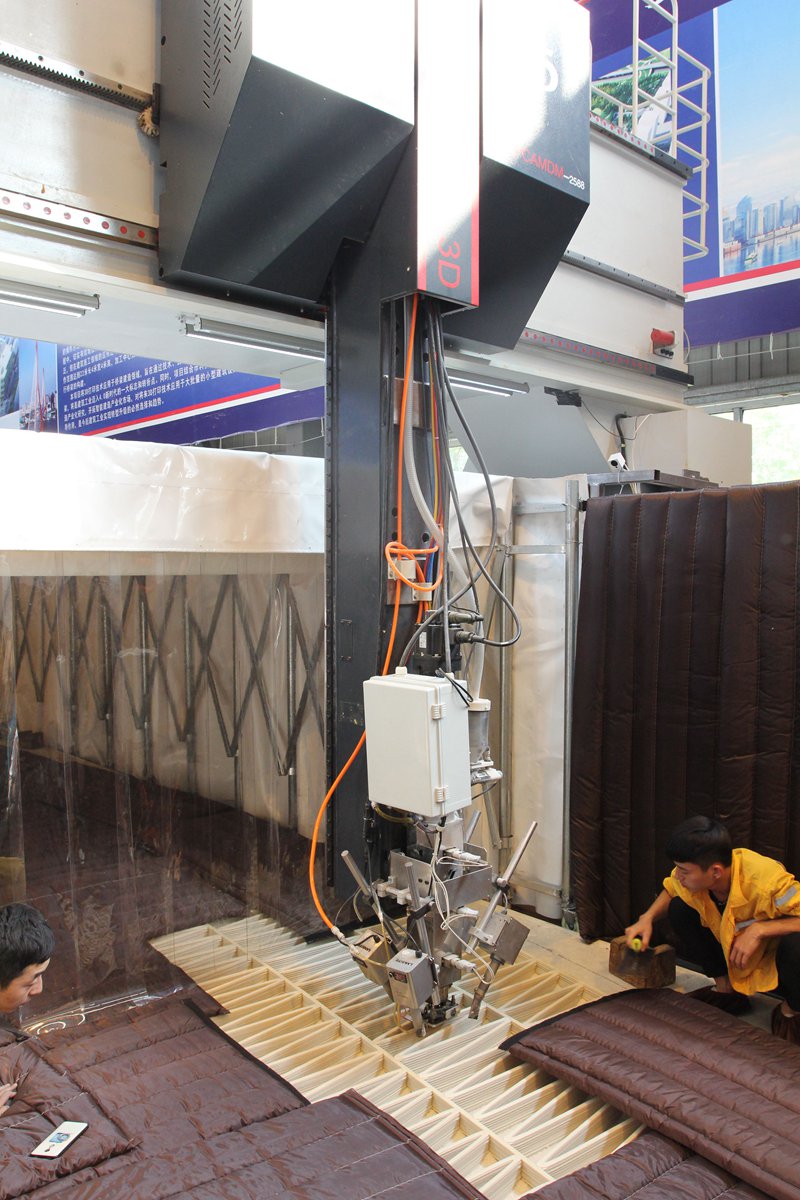
The layer levelness issue is solved here by a novel approach not seen on other 3D printers: tamping. Nozzles are round, meaning their extrusion is round, and when pushed flat as a layer they have a tapered top, which is not ideal for layer adhesion. For a desktop 3D printer with a nozzle size of 0.35mm, the taper is small enough to mostly not notice, but the SGC 3D printer uses a nozzle over 14x that size at 5mm so the tamping of the plastic right after it’s extruded makes a big difference in layer levelness and adhesion. And considering that, despite its gargantuan size and the fact that it’s extruding up to 8kg of plastic per hour, the printer is accurate to 0.1mm, those differences in levelness really matter. To get the first layer to adhere to the print bed, ASA pellets were glued to wooden planks that were then clamped to the steel bed. Sometimes the low-tech solution is the best solution.


A pedestrian bridge over a lake is a great way to showcase the largest 3D printed plastic object as it’s both an everyday, practical application and an interactive one that involves people touching and even relying upon (to keep them from getting wet) a 3D printed thing. Many people have never touched a 3D printed object and they still think of it as part fantasy and part future tech, so projects like this do a lot of good in terms of exposing the public to the reality and the possibilities of 3D printing.