



CURE Mannheim e.V. is the Formula Student team of DHBW Mannheim, where a new fully electric race car is designed, manufactured, and competed all across Europe every season. The team combines expertise from various engineering disciplines, including aerodynamics, electric powertrains, high-voltage systems, lightweight construction, and vehicle dynamics.
Their mission is to drive innovation in electric motorsport through high-quality engineering, sustainable design decisions, and the use of modern manufacturing technologies. They aim to create reliable, high-performance components while maintaining efficient workflows and industry-oriented development methods.

Why CURE Mannheim uses 3D printed parts
Additive manufacturing has become one of the most important tools in our development cycle. The ability to produce parts quickly, cost-effectively, and with complex geometries makes 3D printing ideal for the high pace and engineering depth of Formula Student.
For CURE, 3D printing provides:
- rapid production of prototypes and functional components
- full freedom of geometry, enabling optimized designs
- significant reduction of lead times in the development process
- customized parts that fit the specific technical requirements
- cost efficiency, especially for low-volume or experimental parts
From the first design idea to the final race-ready component, 3D printing allows them to iterate faster and innovate more efficiently.
Steering Wheel made out of Polymaker Fiberon™ PA6-CF20
Advantages of 3D Printed Parts
3D printing offers several benefits for their vehicle development. It allows the production of lightweight components, supports the creation of complex geometries such as ducts, housings, and aerodynamic structures, and enables fast iteration during the design process. The technology is cost-efficient for low-volume manufacturing and provides a wide range of materials, making it possible to select the most suitable filament for each application.
Why these Specific Polymaker Materials
To meet the broad range of mechanical, thermal, and functional requirements in the vehicle, Cure Mannheim selected four Polymaker materials that fit perfectly into their application spectrum.
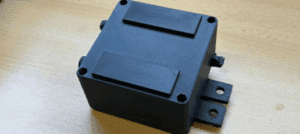
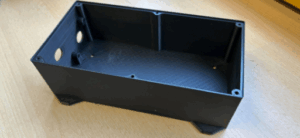
PolyMax PC-FR is used for components that require thermal stability and electrical safety, such as TS housings and PCB enclosures. Its flame-retardant formulation, strong layer adhesion, and high heat resistance make it ideal for protecting sensitive electronics and ensuring reliability in areas exposed to elevated temperatures.
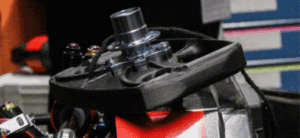
PolyMax PETG is Cure Mannheim's preferred choice for quick and dependable prototype production. It prints consistently, offers sufficient mechanical strength for non-critical parts and withstands moderate chemical exposure. These properties make it suitable for functional prototypes and components like "catch can covers" that do not require high structural performance.
Fiberon™ PA6-CF20 provides the combination of stiffness, strength, and low weight needed for structural applications in the vehicle. The carbon-fiber reinforcement improves dimensional stability and increases the material’s load-bearing capability, making it well-suited for steering gear mounts, inserts, and aerodynamic core structures.
PolyFlex TPU is used when flexibility, durability, and environmental protection are required. Its elasticity and abrasion resistance allows to create custom sealing elements and protective features, particularly around high-voltage components, where resistance to dirt, moisture, and vibration is essential.
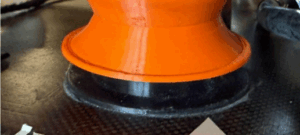
Sealing made out of TPU-90A
What they aim to achieve with the Project
Our objective is to demonstrate how advanced 3D printing materials can meaningfully contribute to the performance, reliability, and safety of a modern Formula Student race car. Through the integration of Polymaker materials, CURE Mannheim aims to:
- enhance the mechanical and thermal performance of our components
- reduce weight while maintaining structural integrity
- improve safety in areas involving electronics and high-voltage systems
- accelerate development cycles with fast prototype-to-final-part transitions
- explore new possibilities in lightweight design and component optimization
By achieving these goals, the teams strengthen their position as an innovative Formula Student team and highlight the benefits of combining engineering expertise with advanced additive manufacturing materials.
Example Components of 3D printed parts


Polymaker is thrilled to announce the launch of PolyCore™ PC-7413, a cutting-edge pellet-based material made from 30% glass fiber reinforced polycarbonate (PC). This advanced material is specifically engineered for medium-temperature (80 °C - 120 °C) composite mold applications, an area that has rapidly evolved in recent years through the adoption of fused granule fabrication (FGF), also known as Large-Format Additive Manufacturing (LFAM). By leveraging FGF/LFAM, manufacturers achieve significant reductions in lead time and production costs.
“Over the past few years, producing large molds has rapidly become the most popular application of FGF/LFAM. PolyCore™ PC-7413 combines exceptional printability with cost-effectiveness to set a new benchmark in mold manufacturing.” Stated Raymond Huang, Director of Polymaker’s FGF Business.

Figure 1 | A mold was printed with PolyCore™ PC-7413
Key Features and Industry-Leading Capabilities
PolyCore™ PC-7413 boasts numerous advantages, making it an outstanding choice for medium-temperature composite mold applications.
- Excellent Heat Resistance: With a heat deflection temperature (HDT) of 136 °C at 1.82 MPa, PolyCore™ PC-7413 is ideal for autoclave curing processes up to 120 °C.
- Exceptional Printability: The glass fiber reinforcement minimizes warping during printing, and its finely tuned rheological behavior ensures smooth extrusion and excellent layer adhesion.
- Cost Effectiveness: PolyCore™ PC-7413 offers a cost-effective alternative to traditional carbon fiber reinforced materials, making it perfect for companies scaling up production without compromising on performance.
The material's performance was validated through a real-world case in which an aerospace-grade mold was successfully produced and subjected to additional rigorous testing. The mold met strict requirements for dimensional tolerance (± 0.2 mm) and airtightness, confirmed by high-precision laser scanning and vacuum tests. These results demonstrate the material’s exceptional heat resistance, strength, and dimensional stability, underscoring PolyCore™ PC-7413 as an ideal choice for composite mold applications.

Figure 2 | The mold and carbon fiber part after autoclaving

Figure 3 | Dimensional inspection result of the mold after autoclave curing
A Collaborative Success with Helio Additive
Beyond PolyCore™ PC-7413’s inherent material properties, we believe that the printing process, optimized by Dragon was also a critical factor in achieving the complete mold validation. By using a thermal history simulation for each voxel, Dragon’s optimization achieved a more uniform thermal distribution across the mold, reducing internal stress and enhancing layer adhesion. This process refinement contributed to the mold’s dimensional stability and airtightness, leading to a successful "First Time Right Print" with a 38% reduction in printing time.

Figure 4 | Optimization report from Dragon
“Materials are at the heart of what makes large format additive manufacturing powerful. Collaborating with Polymaker allows us to use the full power of Dragon with state-of-the-art materials to develop solutions for composite tooling.” Stated David Hartmann, CEO of Helio Additive
See PolyCore™ PC-7413 at Formnext 2024
Polymaker invites you to explore the capabilities of PolyCore™ PC-7413 and see firsthand how this new material can transform your manufacturing processes. Visit our booth at Formnext in Hall 12.1, Stand C21 to learn more.
For more information, or to explore how PolyCore™ PC-7413 can benefit your production, contact us at [email protected].
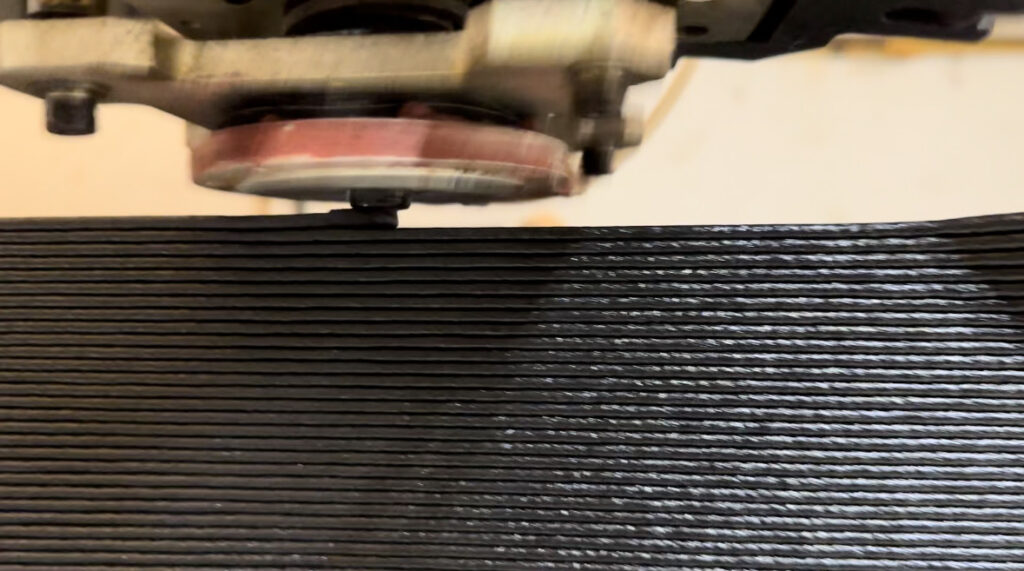
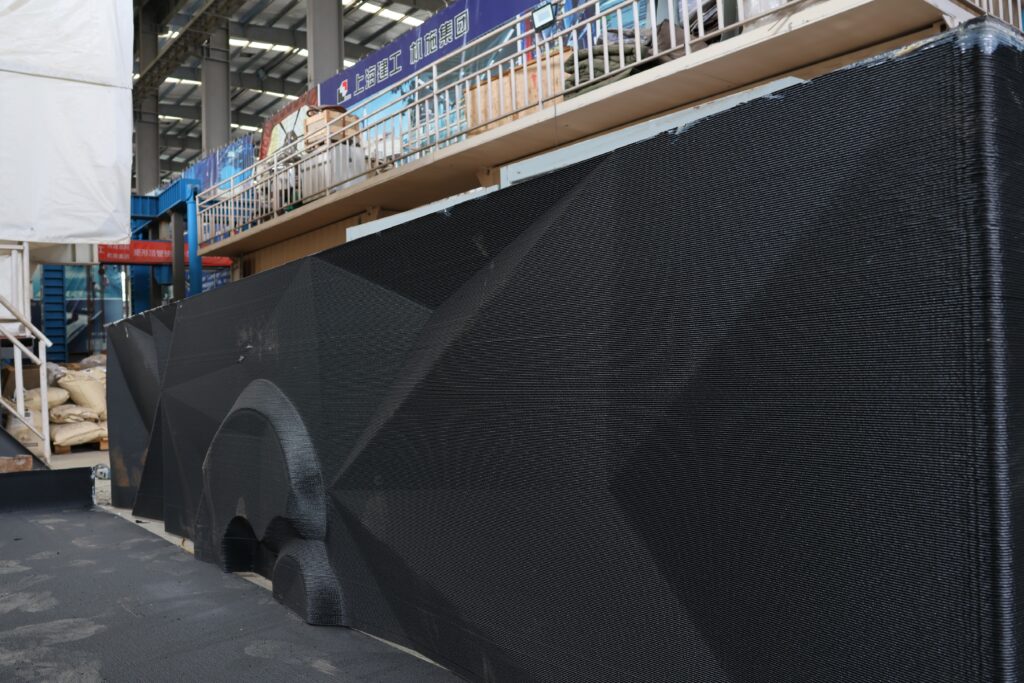
In recent years, continuous innovation and progress in 3D printing technologies has led to an increase of applications in the architecture industry. Compared to traditional building molds using wood or steel, 3D printed molds only require inputting the design into 3D printing software to produce the final mold or shape. This is one of the clear advantages of using 3D printed molds for construction because of its efficiency and sustainability.
PolyCore™ ABS-5012, a PolyCore™ pellet, was selected as the material of choice for printing a mold for a custom concrete wall. This cost-effective, 20% glass fiber reinforced ABS compound material is ideal for 3D printed molds and tools used in a low-temperature ranges (ambient up to 80℃). By utilizing this material for mold printing and leveraging the large size and high precision of 3D printing technology, we created a 5m(L)*0.4m(W)*2m(H) branding wall for Polymaker.

This article will reveal the step-by-step process of building this wall with PolyCore™ ABS-5012.
Initially, the designers went beyond the usual design constraints of traditional molds and createed a multi-faceted pattern, incorporating the Polymaker logo, thus utilizing the creative freedoms provided by using 3D printed technology.


For the next steps, the mold designs were printed and processed, taking a total of 16 hours. After printing, the final full-scale form was cut into four parts and the inner surface underwent additional post-processing to ensure a smooth concrete cast finish.

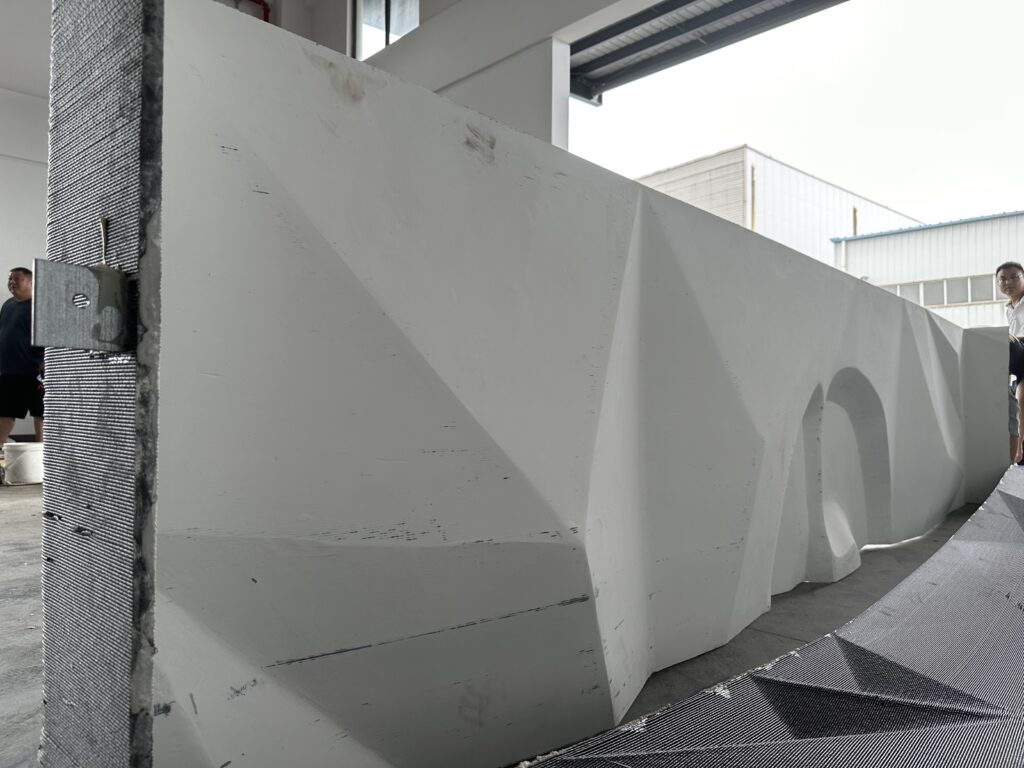
The mold components were then assembled using bolts, while an external support structure was assembled to facilitate a stable concrete pouring process.



Finally, the concrete pouring and demolding stage commenced. This phase involved constructing a reinforcing mesh structure inside the 3D printed form, pouring in C30 concrete, allowing it to air-dry, and then demolding and coloring the structure.



The end result was a branded wall with the Polymaker logo, which then went on to win the TCT Asia Best Application Award - Industrial Product Applications in 2024.


Through innovative research and development, Polymaker continues to enhance the stability and durability of its materials, particularly pellets, for construction applications. This aids in achieving a higher level of design freedom, shorter lead times, reduced production costs, and a lower carbon footprint in the manufacturing process.
It is anticipated that 3D printed buildings will become a key driver in the construction industry's development in the near future, delivering marvelous designs through this new additive manufacturing method, fostering innovation across the board.
With the industrial-grade 3D printing technology gradually challenging traditional manufacturing processes such as machining and injection molding, additive manufacturing has expanded from prototype production to more critical applications in end products.

Recently, a motion control company that provides high-precision direct-drive motors was designing suitable connectors for FFC (Flexible Flat Cable) in their research and development equipment. FFC are commonly used connection structures in electronic devices, and the company needed to place them in customized connectors to connect rotary motors and optoelectronic switch devices.
Initially, the company approached an aluminum processor for a quote, but the response forced them to seek alternative solutions:
- MOQ (Minimum order quantity) limitation: 50 pieces per item
- Processing limitations: Some slot designs were too complex for traditional machining processes
- Unstable lead time: A two-week lead time with no guarantee of transportation time.
Compared to aluminum machining, 3D printing technology not only offers faster production speed but also enables lighter part weights. Additionally, 3D printing allows for the simultaneous production of parts with different specifications, achieving customized requirements more economically and efficiently. In the end, the company decided to collaborate with Amesos mfg and Polymaker to produce connectors for FFC.
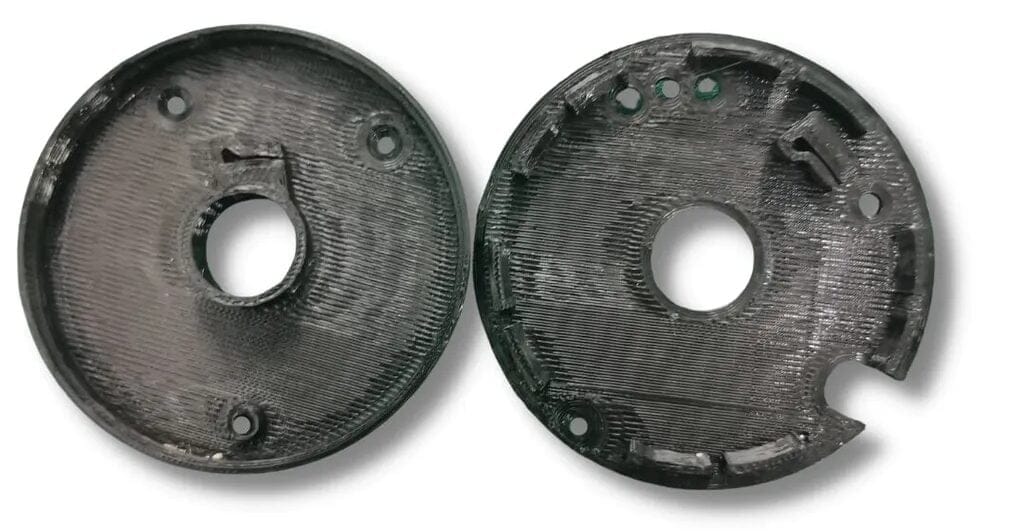
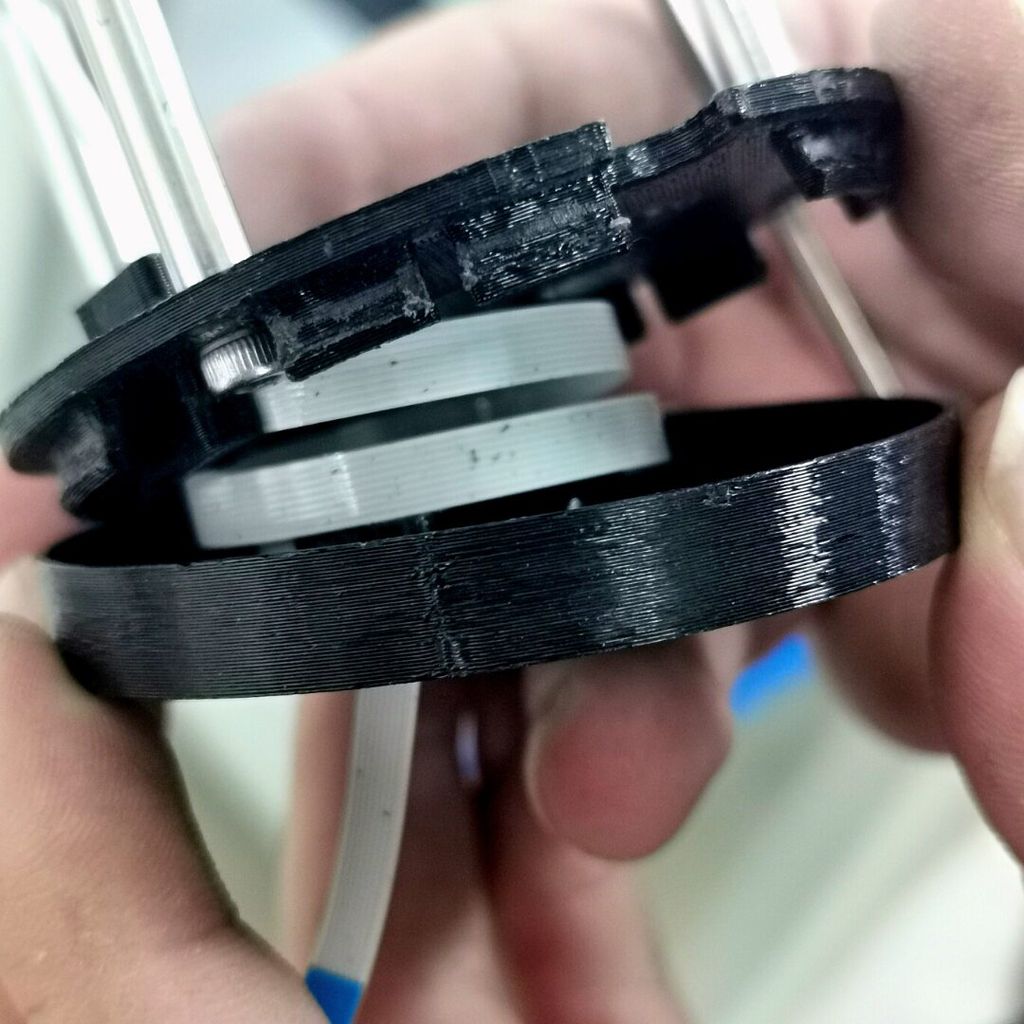
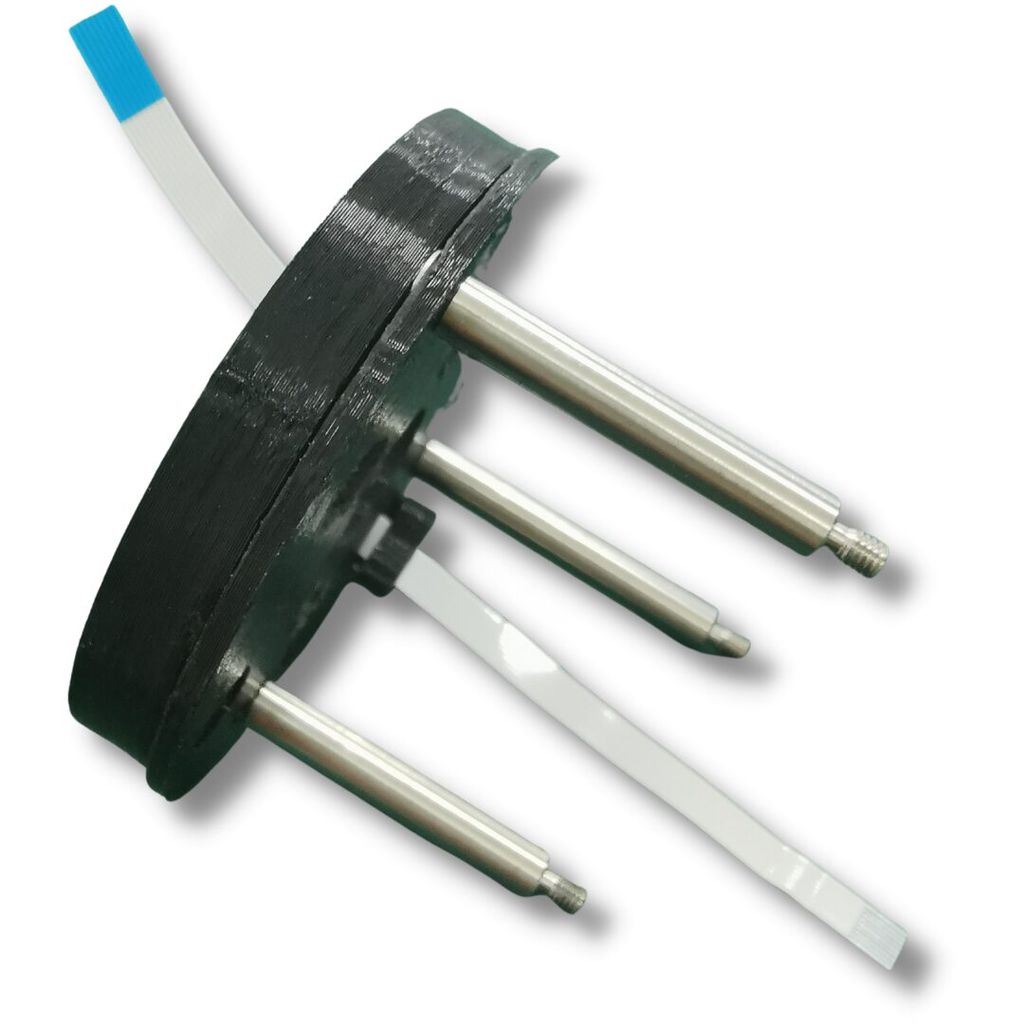
In this collaboration, the customized connector features multiple holes and slots in its internal design, serving the purpose of later assembly and positioning. The connector is designed in two parts, and once assembled, it can securely hold the FFC inside, with its ends connected to the rotary motor and other electrical components.
The rotary motor drives the continuous rotation of the FFC, while the connector allows for separation and rotation. The design also includes limiting slots to prevent the cable from tangling or breaking. After the parts are printed on the same day, the customer can immediately proceed with the trial installation.

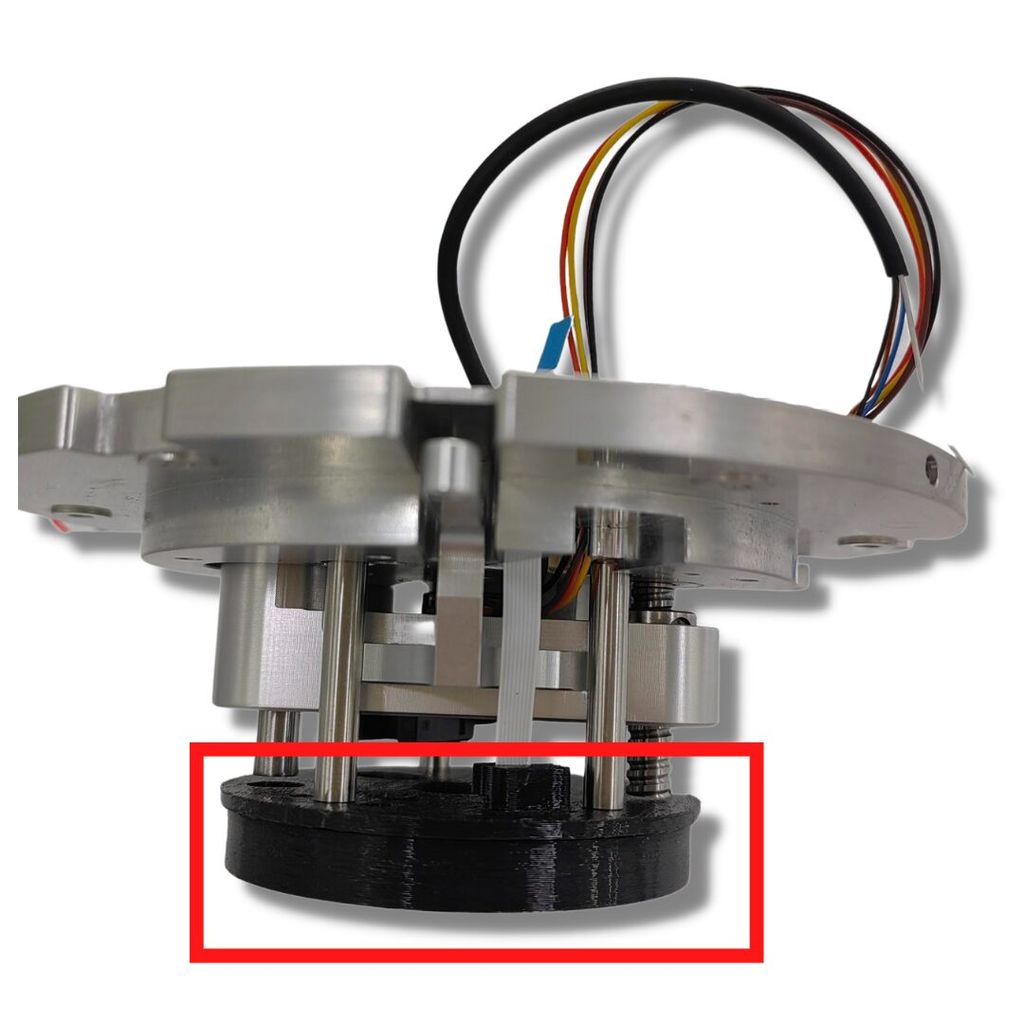
Considering that the FFC ribbon cable will experience continuous friction as it rotates with the rotary motor, the material choice for the connector must be wear-resistant while providing protective properties. In addition, the electronic components require ESD-safe characteristics. PolyMax™ PETG ESD from Polymaker becomes the ideal choice for the material used in producing these parts.
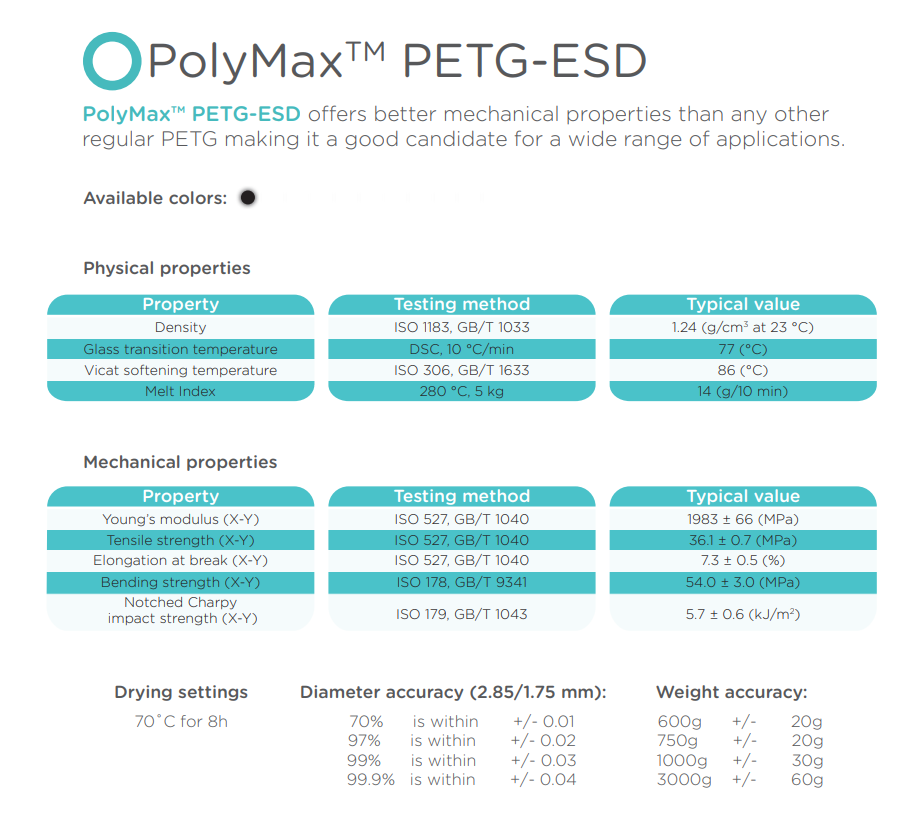
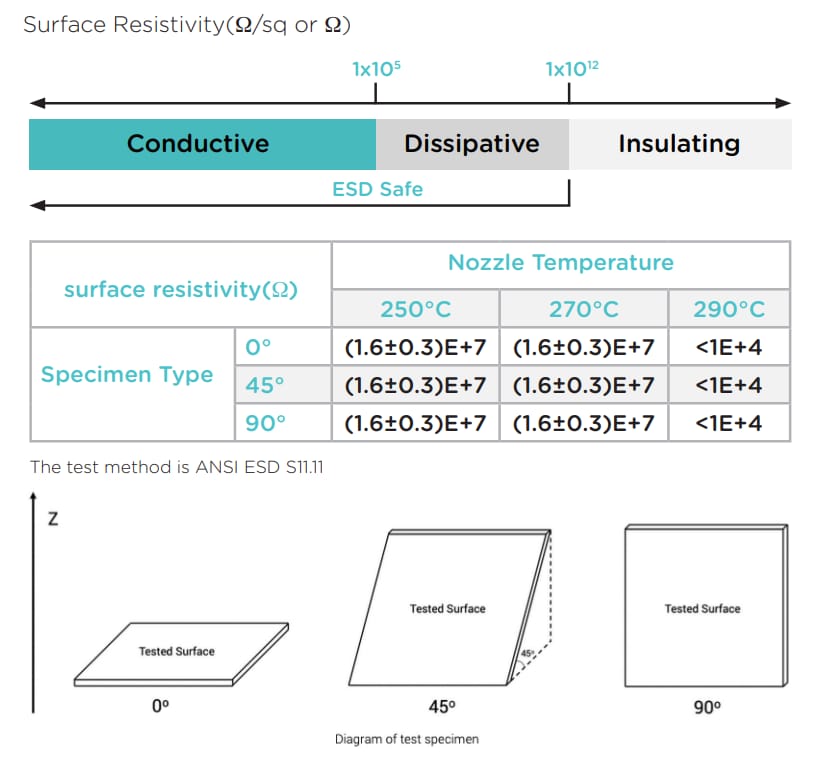
PolyMax™ PETG ESD not only offers higher strength, impact resistance, and temperature resistance compared to PLA but is also easy to print. Its ESD-safe properties make it suitable for a wide range of applications in the electronics industry, including tooling fixtures, functional prototype design, and electrical enclosure manufacturing.
Through the collaboration between Polymaker and Amesos, the customized production reduced the costs by 85% compared to aluminum machining, and the printed parts were delivered and installed within three days. This signifies that additive manufacturing:
- Enables small-batch customization, reducing production lead times by months and significantly lowering indirect costs.
- Breaks design limitations imposed by traditional processes, allowing customized parts and complex designs to be produced in a more cost-effective and efficient manner.
- Helps customers respond to market demands more quickly without the need for excessive equipment costs or expensive tooling investments, enabling operational diversification.
- Facilitates digital production, overcoming supply chain disruptions and eliminating unnecessary inventory.