With the increasing level of mechanization, agricultural drones are being used for various agricultural operations, such as large-scale crop spraying. There are several types of agricultural drones available on the market including 4 types: flight control system, power system, spraying system, and frame structure. The spraying system is the main application module of 3D printing technology in this field, including the pesticide tank, water pump, nozzles, and related sensors.
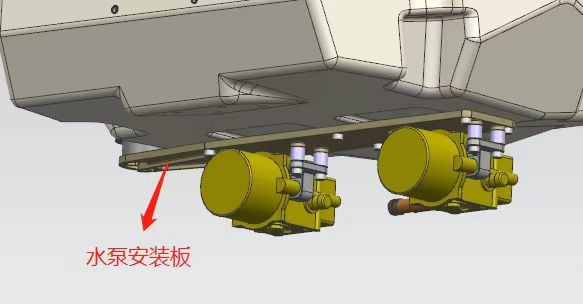
The pesticide tank of an agricultural drone stores the liquid for spraying, and during operation, the liquid is pumped out by the water pump. However, the vibration of the water pump affects the flight control system of the drone. Common methods use CNC aluminum plate processing to fix the water pump, but they have unavoidable disadvantages such as complex processes, poor corrosion resistance, low design flexibility, and lack of lightweight advantages. These factors can somewhat impact the production efficiency, payload capacity, and endurance of the drone.
By utilizing 3D printing technology, rapid prototyping and validation can be achieved, effectively solving the aforementioned problems and enabling small-batch production. After consideration, the manufacturer decided to collaborate with Amesos and Polymaker to create an additive manufacturing solution.
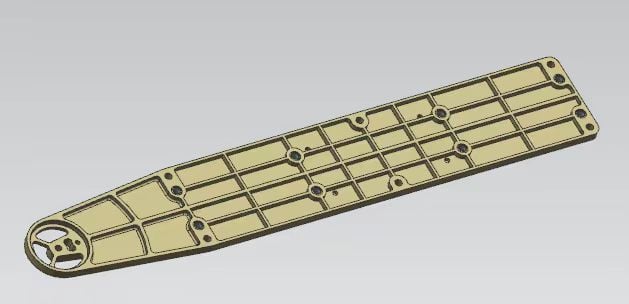
Amesos is primarily responsible for custom-designing water pump mounting plates that match the specific agricultural drone models to meet customer requirements. Within three days, four different versions were designed and tested, and the most suitable solution was selected and provided to the customer, successfully passing the installation tests. The next step was printing. The individual water pump on the mounting plate weighs around 400g, and the customer requires the installation of 2-3 water pumps. Therefore, the printed part needs to be made of a material that can withstand shocks and is not prone to breakage.
Polymaker is responsible for printing material selection. As a high-tech enterprise specializing in 3D printing materials, Polymaker began experimenting and comparing their diverse range of products as soon as they received the customer's requirements. Eventually, PolyMide™ PA612-CF material was chosen.

PolyMide™ PA612-CF is a carbon fiber-reinforced long-chain co-polyamide filament. Due to its chemical structure, this material has lower moisture sensitivity compared to PA6/66 and PA6-based materials, and better mechanical properties than PA12-based materials. Its advantages, such as high rigidity, toughness, and resistance to high temperatures, ensure that the water pump mounting plate printed with PolyMide™ PA612-CF is not affected by vibrations and maintains sufficient strength and stability. Additionally, its low water absorption allows for usage in humid environments, meeting the specific application requirements. Moreover, with the carbon fiber reinforcement and Warp-Free™ technology, products printed with PolyMide™ PA612-CF exhibit excellent dimensional stability, effectively prolonging the service life of the water pump mounting plate.

By employing 3D printing technology for the design and production of water pump mounting plates, the advantages of rapid prototyping, flexibility, and low cost are fully demonstrated. Manufacturers can quickly create prototypes, perform validation and necessary improvements, and immediately proceed with batch production and delivery. This process effectively shortens the product development cycle, enables the manufacturing of complex geometries and internal structures, and facilitates on-demand, high-efficiency production, greatly enhancing the economic benefits of production manufacturing.
Additive manufacturing technology is a rapidly evolving manufacturing technique that brings greater flexibility and efficiency to product design and production through digitization. It effectively compensates for the traditional machining processes such as turning, grinding, forging, stamping, and casting. As a result, the market shows high expectations for 3D printing technology.

In the motorboat manufacturing industry, the advantages of 3D printing are evident, especially in terms of personalization and increased competitiveness. Polymaker decided to intensify its collaboration in this field. Meanwhile, A well-known motorboat manufacturer in the United States was adjusting their production methods and seeking a customized additive manufacturing solution. After combined efforts of research and comparison from Amesos and Polymaker, they ultimately selected PolyLite™ PETG as the printing material.

Compared to PLA, PETG has a higher heat deflection temperature and better overall mechanical properties. PETG also shows better dimensional stability compared to ABS. Overall, PolyLite™ PETG is a warp-free and cost-effective material. Its excellent impact strength, water resistance, and resistance to chemical corrosion make it the best choice for printing motorboat coverings. The total weight of this printing model, including the cockpit cover and front bumper of the motorboat, is approximately 15 kg.
During the printing process using PolyLite™ PETG, besides appropriate settings for nozzle temperature, bed temperature, and retraction, controlling the cooling fan is a critical factor that affects the print results. Due to PETG's crystalline characteristics, excessive cooling fan usage significantly reduces the interlayer adhesion of the printed parts, making them prone to breakage in the Z-direction and rendering them unsuitable for long-term use. On the other hand, completely disabling the cooling fan reduces surface smoothness and makes support removal more challenging. So selecting the appropriate fan speed has become a major challenge in this application. After several process tests and considering the structure of the motorboat components, the engineers settled on a fan speed of 20% to achieve a good balance between surface quality and layer adhesion.

Thanks to the superior performance of PolyLite™ PETG and the stable and precise printer provided by Amesos, the engineering design of the motorboat's cockpit cover and front bumper was successfully completed. These parts were then used for small-batch continuous production, with a printing efficiency exceeding 163 cm3/hr (200 g/hr). This achievement not only represents a significant application success for Polymaker in the motorboat manufacturing industry, but also signifies the greater possibilities, increased freedom, and higher flexibility in driving innovation and experimentation.
Laboratory Technologies Inc. (LTI) is a leading manufacturer of laboratory radiation instruments. It has been a supplier of laboratory radiation instruments since 1983, both in the U.S. and overseas. LTI caters to a smaller, specialized market comprised mainly of nuclear labs all over the globe.

Metal Machining Had A High Cost and its Design was Restricted
LTI’s leading products include the Genesys 1000 series Gamma counters, Genesys Gamma 1 Single Well Gamma Counters, and Wiper Wipe Test Counters. The design of these products was limited by the machining process needed to make them. The original design was manufactured out of cold-rolled steel (CRS) in a single piece. The detector tower was a piece of steel pipe with a plate welded on one end. The plate was then ground down to make a closed pipe with a hole drilled into it. The other end was then threaded to allow a spacer to be screwed internally. Due to not being a simple structure, these two parts were especially expensive to make due to the machining involved.
3D Printing Allowed Smooth Product Development
LTI decided to find a suitable solution that could replace this costly process by using 3D printing in-house. After a few comparisons and trials, LTI purchased a Raise3D Pro2 Plus large-format 3D printer. LTI could experiment with a wide range of thermoplastics and brands thanks to the Pro2 Plus' high-temperature heating capacity. After some experimentation, LTI decided Polymaker polycarbonate (PC) was the right 3D printing material, also known as a filament, for manufacturing.
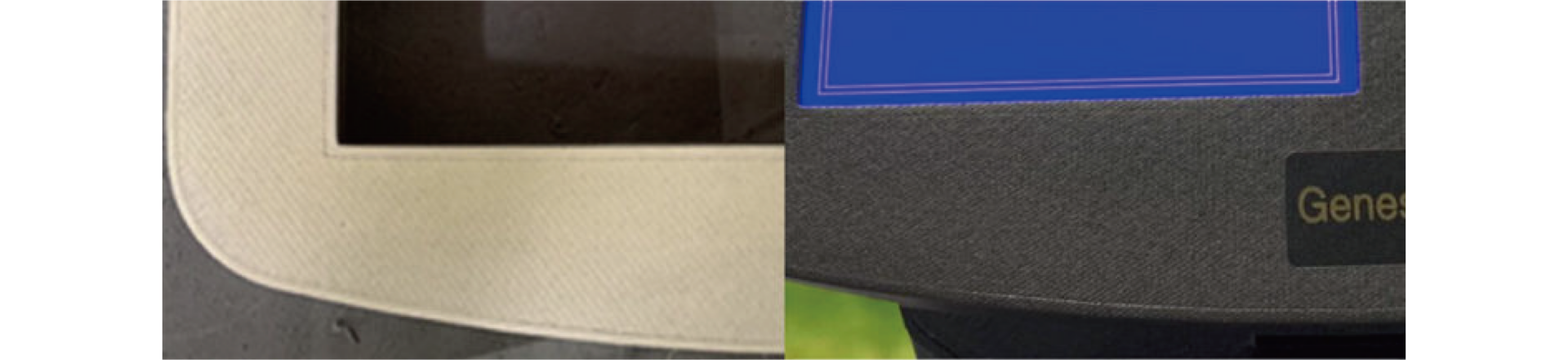
After choosing the best filament, LTI researched further and took advantage of 3D printing’s ability to accomplish complex angles and shapes that are too difficult to be fabricated in steel. For example, each corner is printed as a fillet instead of at the traditional sharp angle. The upper face is formed in a curved and modern outline. When LTI compared the 3D-printed parts with the equivalent machine-produced parts, the company realized that the new geometry improves appearance and safety. For these types of geometric features, traditional machining requires excessive tool head operating knowledge and a far more advanced solution.
 The structure of the old model (left) is simpler than the new model (right)
The structure of the old model (left) is simpler than the new model (right)
Due to 3D printing’s ability to form any shape, LTI had a smoother process for their product development. Almost any outline and structure design were possible with 3D printing without additional tool changing. The appearance, as well as functional features such as assembly slots and air vents, were created precisely using CAD design software.
 3D printed parts keep all designed features and are as accurate as machining
3D printed parts keep all designed features and are as accurate as machining
The iteration of parts development was quick because a Raise3D printer can produce many types of shapes while remaining user-friendly. The Raise3D Pro2 Plus is a smaller-sized large-format 3D printer, with a fully enclosed structure, and a 100-240V AC power supply. Therefore, the printer can be easily deployed anywhere using less space and power. LTI deployed Pro2 Plus directly next to its production line so the engineers could review any modification instantly.
 Raise3D printers can be easily deployed and operated in an office environment
Raise3D printers can be easily deployed and operated in an office environment
With Raise3D’s slicing software, ideaMaker, LTI refined numerous details in the 3D printing process for a few months, focused on achieving the best surface quality and dimensional precision. From ideaMaker’s template library, LTI selected the option with 0.1mm layer height which produces a final printing result with very high resolution and a smooth surface. When maintaining dimensional precision, LTI made the most of ideaMaker’s comprehensive toolset portfolio to mitigate filament shrink ratio. The shrink ratio determines the amount the extruded plastic will shrink when cooling. This results in an offset between the setting value and the actual value of the plastic flow width. ideaMaker allows users to define the extrusion process from multiple perspectives such as differentiating extrusion-related value for different segments, as well as applying a particular value to compensate for shrink ratio.

The Right 3D Printing Material is Essential for A 3D Printed Product
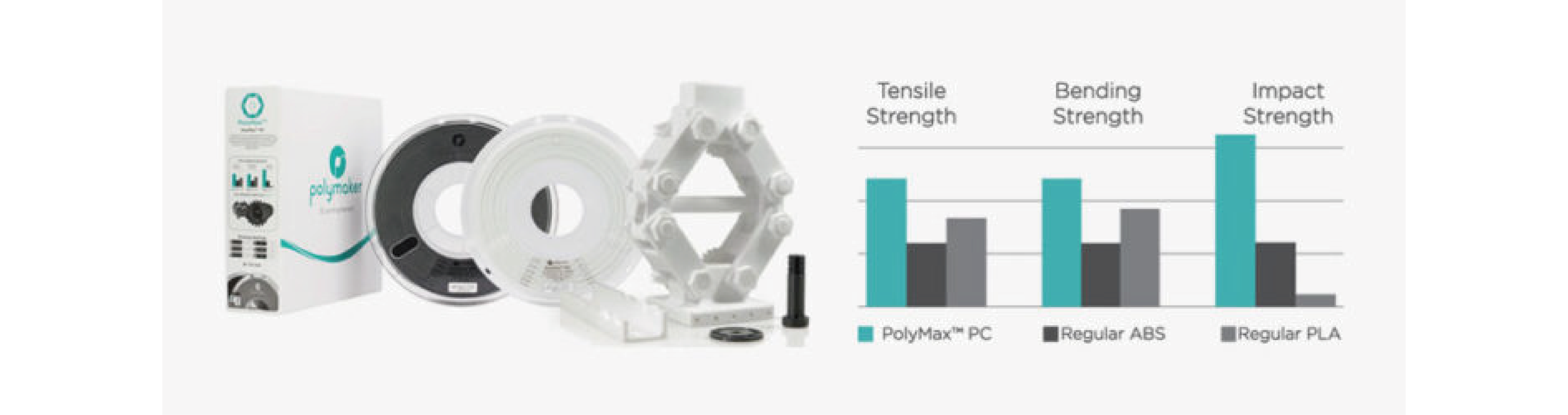
After testing different 3D printing materials, LTI found that polycarbonate (PC) was the best option. But not all PC filaments are the same. Polymaker’s PolyMax™ PC proved to be the best for LTI in the end. PC is the top choice for mechanical performance due to its excellent impact resistance and high stiffness among existing engineering-grade 3D printing filaments. As a result, a PC printed part can absorb impact and prevent deformation or cracks. In addition to these properties, PolyMax™ PC also has good printability. LTI found that a printed PC part was sufficient to protect the equipment. However, PC has a far lower density than CRS.
The success of LTI’s material application also relied on specific material science from Polymaker. For Gamma Counters and Wipers, UL fire rating is important. Flame retardancy prevents materials from burning and helps slow the spread of fire.
LTI immediately jumped at the chance to use Polymaker’s PolyMax™ PC-FR after its launch. PolyMax™ PC-FR’s has sufficient stiffness and impact resistance. Its ingredients are from world-leading polymer supplier, Covestro, which ensures both V0 performance in the UL94 flame retardancy test along with excellent toughness, strength, and heat resistance. PolyMax™ PC-FR also has the advantages of reliability and ease of use. LTI finally chose this material for its production.
 A functional car jack printed by PolyMax™ PC
A functional car jack printed by PolyMax™ PC
Finalizing 3D Printed Parts With Simple Post-Processing
LTI executed post-processing on printed PC parts as a last step of production. Once printing finished, parts were lightly sanded for 5-10 seconds to remove burrs and imperfections. All exterior parts were painted internally with a conductive nickel RF shielding paint, while external surfaces were primed to fill in the minor nooks and crannies resulting from printer extrusion. Once dried, they were again lightly sanded for 30-60 seconds and wiped clean. Then, a layer of hammered finish paint is used to give the parts a metal look.
 The surface became nicely textured after simple post-processing
The surface became nicely textured after simple post-processing
3D Printing Enables Better and Cheaper Products
After months of development, LTI achieved remarkable product optimization by means of 3D printing. By redesigning structures, new exterior plate by Polymaker’s PC was strong as previous design by CRS but 10 pounds (9.5kg) lighter. The reason is that PC density is only 1.2 gram/cm3 while CRS weighs six times more as 7.8 gram/cm3. In terms of cost, the total cost of a product from 3D printing process was only 25% of the original process. This was mainly resulted in 94% cheaper parts from 3D printing compared to machined parts.
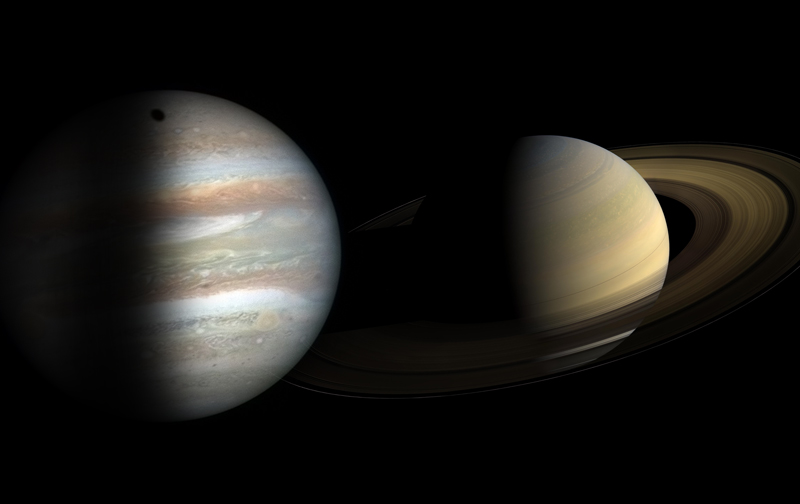
HP Star is a high-pressure research laboratory investigating environments that mimic conditions found at the core of our solar system’s largest planets. By creating enormous pressures and temperatures on a micro scale the scientists at HP Star can study the effects of the universe’s most abundant elements in the most extreme environments.
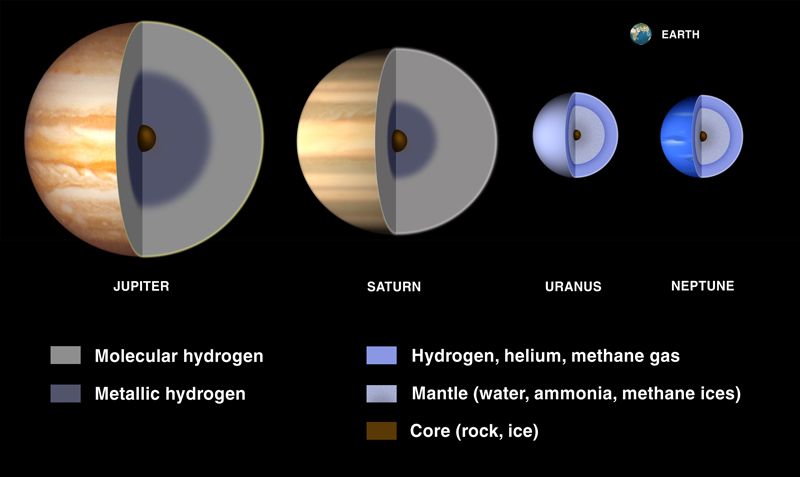
The goal of this research is to understand what happens to the basic elements when they are subjected to enormous pressure and temperature which will allow us to gain a deeper understanding of what actually goes on inside the core of a planet. Jupiter, Saturn, and our solar system’s jovian planets are made up of mostly Hydrogen and Helium. These two abundant elements are the main focus for high-pressure experiments conducted at the HP Star labs.
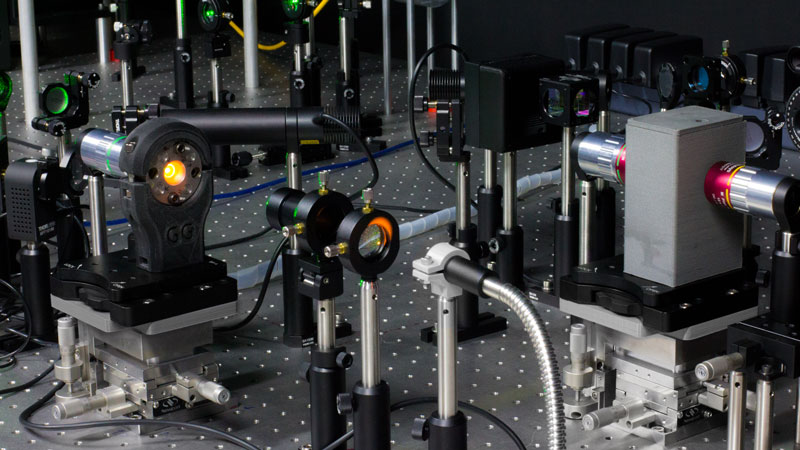
To achieve such high pressures within a laboratory in Shanghai, HP star scientists trap hydrogen gas within a sample chamber which is clamped in between two diamonds. A small piece of metallic foil is laser drilled to create a sample chamber ranging from 20-200 microns. The metallic foil acts as a gasket which is precisely pressed between two diamonds providing a sample chamber for the experiments.
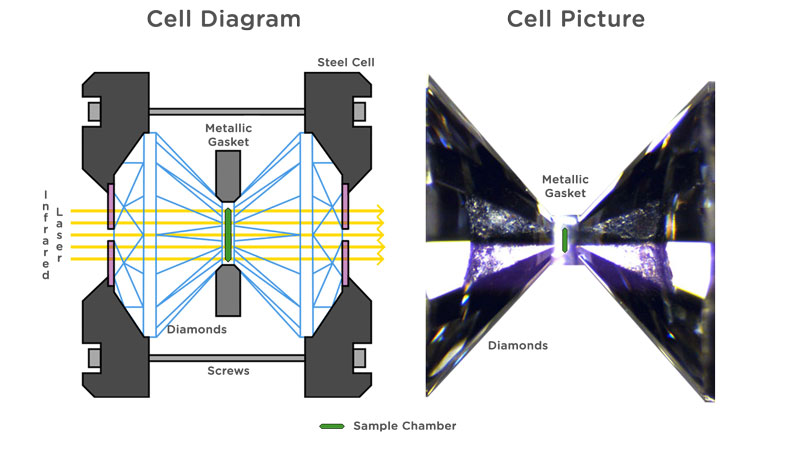
Once the sample gas is trapped between the diamonds the scientists can slowly increase the pressure by tightening steel cells that clamp the diamonds together. This crushes the trapped gas to enormous pressures within the chamber thanks to the incredible hardness and carbon structure of the diamonds. The other benefit of using diamonds to create high-pressure chambers takes advantage of their optical clarity. This allows the scientists to fire powerful infrared lasers through the diamonds into the high-pressure chambers recreating the extreme temperatures and pressures found at planetary cores.

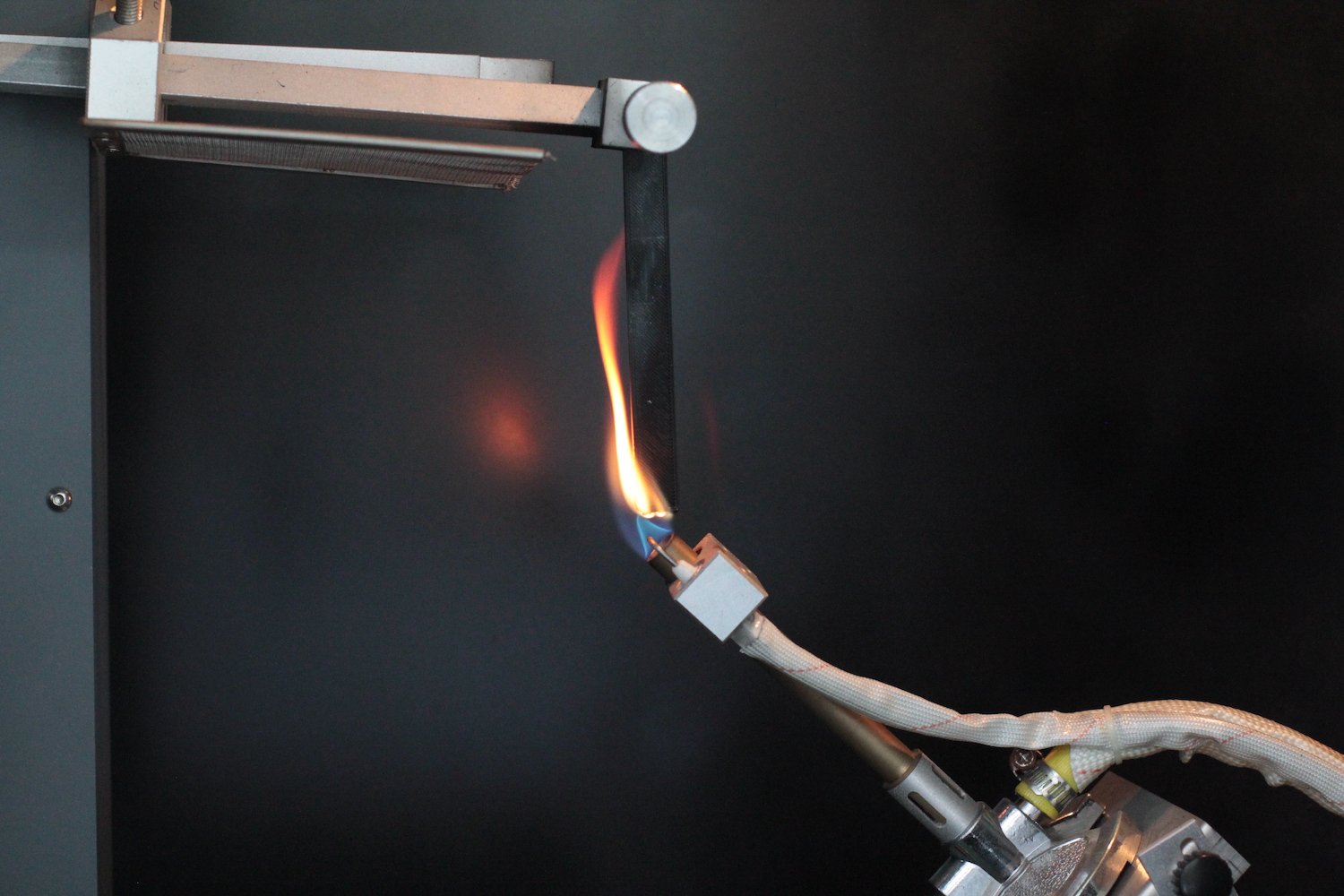
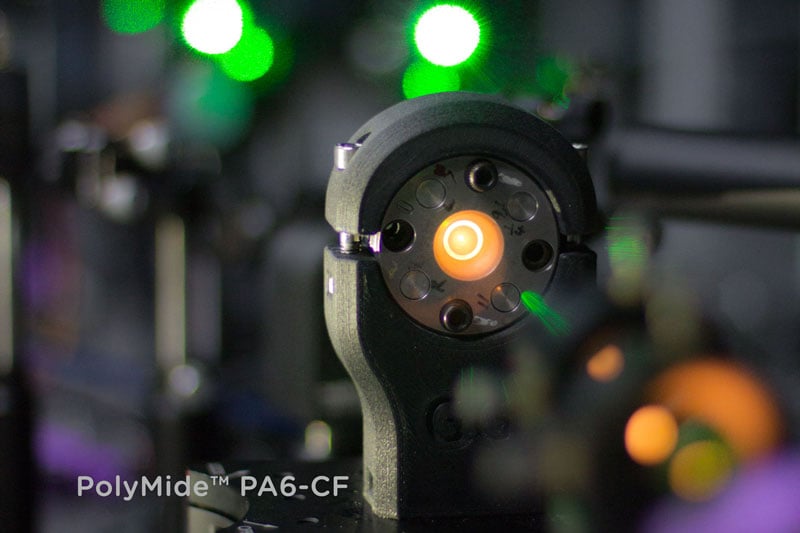
Dr. Dalladay-Simpson is using 3D printing to create cell holders that serve as a platform to conduct the experiments. The cell holders contain the steel cells which provide the clamping force exerted on the diamonds. The material requirements for these cell holders are very demanding as the localised pressure and temperature within the chamber can reach 400 GPa and over 3800°C. While this immense pressure and temperature is very localised within the diamond chamber and only occurs for a short period of time, the material of the cell holders still needs to be very rigid and heat resistant to produce reliable experiments.
“The Earth’s core has a pressure of 320 gigapascals (GPa), in our experiments, we can reach pressures of 400 GPa, when we increase the pressure past this point our diamonds tend to explode under pressure, when they go, it’s pretty spectacular.” – Dr. Dalladay-Simpson
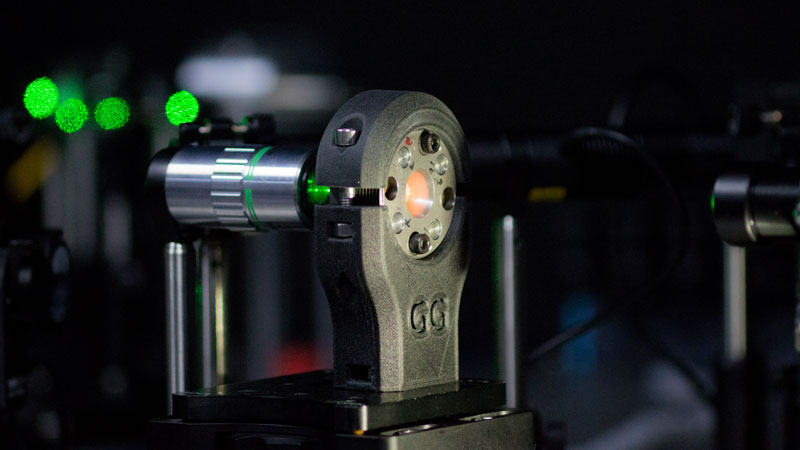
PolyMide™ PA6-CF, the latest material from Polymaker has been the material of choice for the lab. “the rigidity and strength of the carbon-filled nylon produces a really solid cell holder, our focal range works in a tolerance of microns and the cells stay dead on after increasing the pressure.” – Dr. Dalladay-Simpson
With a heat deflection temperature of 215°C, PolyMide™ PA6-CF proves itself as a very good candidate for many types of custom lab equipment not just these cell holders. “Previously for custom lab equipment we expected a 2-3 week lead time from our in-house machine shop and often we would need to further modify the equipment. These new materials [PolyMide™ PA6-CF & GF] rapidly expedite that process, while also producing superior and more formative lab equipment.” – Dr. Dalladay-Simpson
At the other end of the temperature spectrum, PolyMide™ PA6-GF has been used to create cryo boxes which study elements at extremely cold temperatures. These cryo boxes are used for cryogenically cooling the diamond tips until they’re cold enough to condense samples on, either as a solid or a liquid depending on the specimen element.
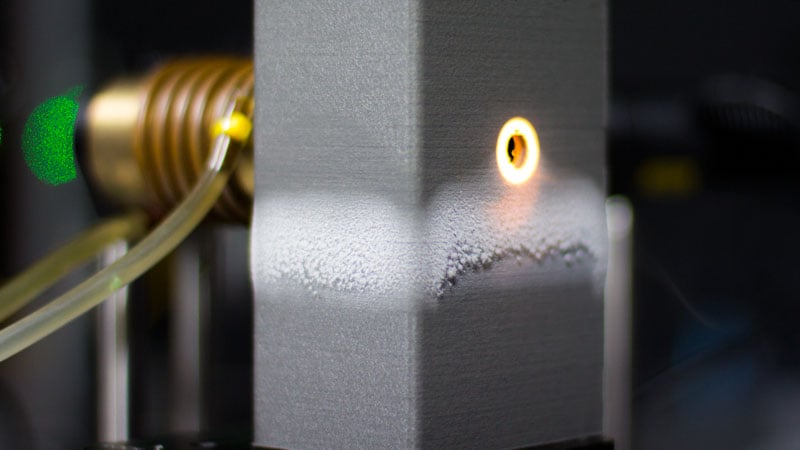
This allows high-pressure research experiments on solid chlorine, hydrogen sulfide, and other high-temperature superconductors. This research gives insight into the atmospheric conditions experienced by our solar system's gas giants. “We’ve been pouring liquid nitrogen straight into the 3D printed cryo boxes to rapidly cool our cells, we’ve experienced some non-fiber reinforced filaments crack under the heat shock, the PA6-GF performs very well when subject to these conditions.” – Dr. Dallday-Simpson

For Dr. Dalladay-Simpson the end goal is to produce metallic hydrogen in his lab which has been described as the holy grail of high-pressure physics. Metallic hydrogen is a phase of hydrogen in which it behaves like an electrical conductor and was first theorized in 1935 by Eugene Wigner and Hillard Bell Huntington. Researchers believe that metallic hydrogen is present in large quantities in the hot and gravitationally compressed interiors of Jupiter and Saturn. By using an in-house developed RAMAN scattering technique, Dr. Dalladay-Simpson can probe vibrations inside the sample chamber which he hopes will reveal the metallic hydrogen.